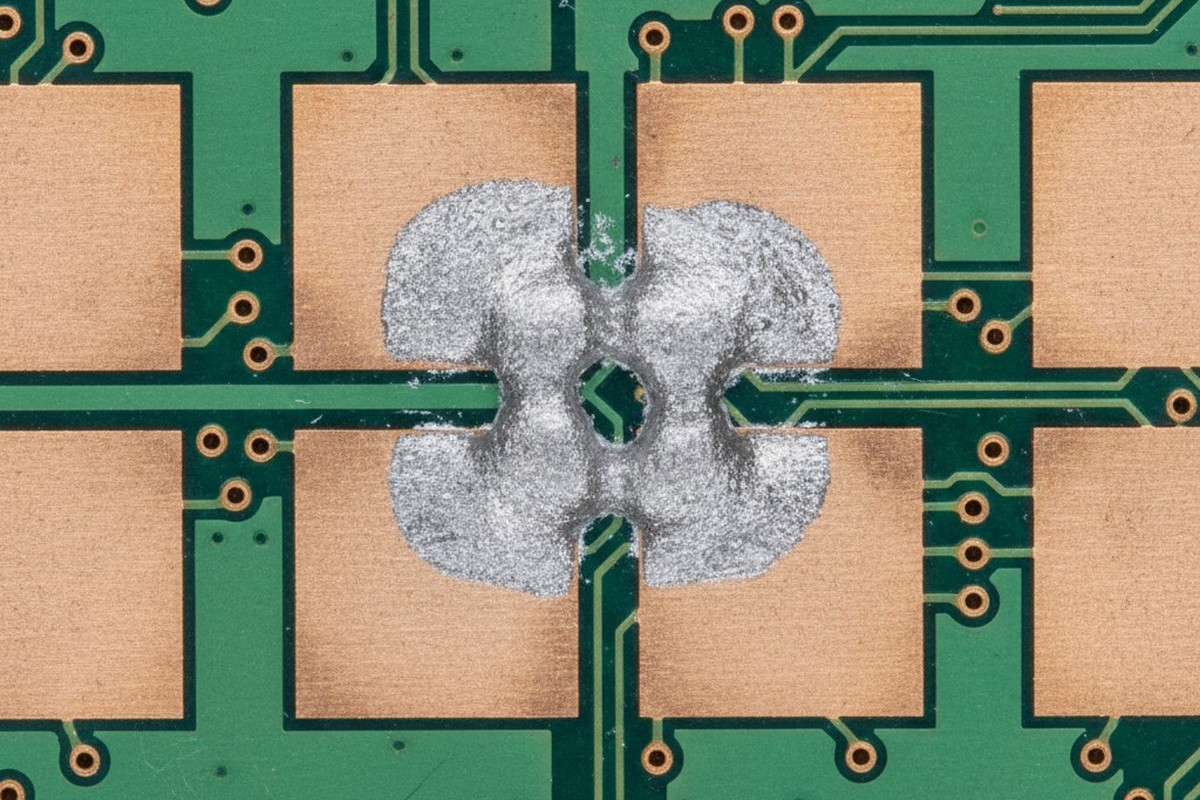
يكون العيب مرئيًا تقريبًا دائمًا إذا عرفت متى تنظر، لكن معظم مهندسي العمليات ينظرون في الوقت الخطأ. تسير على الخط، تفحص الطابعة، وترى ترسيبًا واضحًا ومستطيلًا على الأُسُر. يكون التعريف حادًا. الحجم صحيح. آلة SPI (فحص معجون اللحام) تعطي إشارة خضراء. ومع ذلك، بعد عشرين دقيقة، وبعد أن عبرت نفس اللوحة على الناقلة وغادرت فرن إعادة التدفق، فإنك تحدق في QFN موصل أو فجوة ضخمة تحت FET للطاقة.

الغريزة immediate هي لوم ملف إعادة التدفق أو تصميم فتحة القالب، لكن الجريمة لم تحدث في الفرن. حدثت في العشر دقائق التي انتظرت فيها اللوحة على الناقلة.
نسمي هذا "تراجع البرد"، القاتل الصامت لنسبة العائد الأولى (FPY). تقنيًا، هو سائل، يبدأ معجون اللحام في الاسترخاء والانتشار تحت وزنه قبل أن يرى الحرارة. في بيئة مختبر نقية، يكون هذا التأثير ضئيلًا. لكن في مصنع حقيقي—حيث تتغير الرطوبة ويكافح مكيف الهواء ضد حرارة أفران إعادة التدفق—يحول التراجع البارد ترسيبات خطية حادة إلى كتل غير متبلورة تلمس جيرانها. بحلول دخول اللوحة إلى منطقة التمهيد، تكون الجسور قد تكونت بالفعل. لا يمكن لأي تعديل في الملف الشخصي فصل لوحين قد اندمجا بالفعل. الحرارة ليست المشكلة. فيزياء المعجون المعلقة على درجة حرارة الغرفة هي المشكلة.
فيزياء الانهيار
لفهم سبب فشل المعجون أثناء عدم القيام بأي شيء، انظر إلى المادة نفسها. معجون اللحام ليس غراء بسيط. هو تعليق كثيف من كرات معدنية (بودرة) تطفو في وسيط كيميائي (تدفق). يعتمد سحر الطباعة على ثيكسوتروبي. عندما يدفع مكشطة المعجون عبر القالب، يقلل قوى القص من لزوجة المعجون، مما يسمح له بالانسياب كالسائل إلى الفتحات. عند مرور المكشطة ورفع القالب، يتوقف قوى القص. يجب أن يستعيد المعجون فورًا لزوجته العالية ويتجمد في ذلك الشكل الطوب المثالي.
لكن الاسترداد لا يكون أبدًا فوريًا، وهو ليس دائمًا. يقاوم وسيط التدفق الجاذبية والشد السطحي باستمرار. إذا لم تستعد اللزوجة بسرعة كافية، فإن جزيئات المعدن الثقيلة—وتذكر، هذا في الغالب قصدير وفضة—تسحب التدفق للخارج. هذا هو التراجع: انهيار ببطء. على لوحة QFP بفتح 0.5 مم أو لوحة حرارة QFN محكمة، لديك فقط بضعة آلاف من الأميال من الفراغ. إذا تراجع المعجون إلا 10%، يختفي هذا الفجوة.
يحاول المهندسون غالبًا مقاومة ذلك عن طريق إعادة تصميم القالب. يطلبون فتحات "لوحة المنزل" أو "لوحة المنزل المعكوسة" لتقليل حجم المعجون، على أمل أن يعني تقليل المعجون تقليل الانتشار. هذا علاج هندسي لمشكلة فيزيائية. تقليل الحجم يمنحك لحامًا أقل لتشكيل الوصلة، مما قد يؤدي إلى نقص في اللحام أو روابط ميكانيكية ضعيفة، ولا يحل المشكلة الأساسية. إذا كانت ريوليولوجيا المعجون مكسورة، فإن ترسيبًا أصغر لا يزال يتراجع؛ فقط يستغرق الأمر بضع دقائق أطول لفعل ذلك.
التهديد الناتج عن الامتصاص الرطوبي
الدافع الأساسي وراء هذا الانهيار في اللزوجة عادة لا يكون تركيبة المعجون نفسها—معجون SAC305 نوع 4 الحديث قوي كيميائيًا. هو مكون غير مرئي: الماء. كيميائيات التدفق hygroscopic بطبيعتها. تمتص الرطوبة من الهواء كالاسفنجة. عندما تترك جرة مفتوحة أو كتلة من المعجون على القالب، فإنها تسحب جزيئات الماء من هواء المصنع بشكل نشط.
هذا الماء الممتص يدمر التوازن الكيميائي الدقيق للتدفق. يعمل كمخفف، يخفض اللزوجة بشكل كبير ويُفسد مقاومة التراجع. قد لا تراه بالعين المجردة، لكن جهاز قياس اللزوجة سيظهر انخفاض إجهاد الإنتاج. إذا كانت أرض المصنع تعمل على رطوبة نسبية %s لأنها يوم الثلاثاء ممطر والمدير يحاول توفير المال على تكييف الهواء، فإن معجونك يتدهور بشكل أسرع بكثير مما يزعم جدول البيانات.
تتجاوز العواقب مجرد الجسور. ذلك الماء لا يبقى هناك؛ فهو يغلي. عندما تصل اللوحة إلى فرن إعادة التدفق، يتحول الماء المحتجز داخل المعجون إلى بخار على الفور. ينفجر هذا الانفجار المصغر مسحوق اللحام. إذا كنت تلاحق "تجمعات لحام متقطعة" أو "خرز منتصف الشريحة"—وهي كرات معدنية صغيرة ملتصقة بجانب مكثف—توقف عن النظر إلى معدل تصعيد ملف إعادة التدفق. من المحتمل أنك تغلي الماء. يخلق البخار فجوات داخل الوصلة ويطلق كرات اللحام خارجها. أنت مقاوم لمشكلة رطوبة تتنكر كحرارية.
انقطاع سلسلة التبريد البارد

ومع ذلك، فإن الخطأ الاكثر سوءًا يحدث قبل وصول المعجون حتى إلى الطابعة. يحدث أثناء الانتقال من التخزين إلى الخط. معجون اللحام قابل للتلف. يتم تخزينه عند 4°C لإيقاف التفاعل الكيميائي بين المادة والملف. إذا استمر التفاعل، فإن المادة تُستهلك أثناء بقائها في العلبة. لكن التخزين البارد يخلق فخًا.
فكر في الجدول الزمني لدفعة سيئة. تُظهر السجلات أن المعجون أُخرج من الثلاجة في الساعة 7:00 صباحًا لبداية الوردية. تبدأ العيب — الجسور الضخمة والفراغات — بالظهور في الساعة 9:00 صباحًا. يدعي المشغل أنه اتبع الإجراءات. ولكن إذا نظرت عن كثب إلى سجل "خروج المعجون"، قد تجد أن العلبة قد فُتحت على الفور. عندما تفتح علبة عند 4°C في غرفة درجة حرارتها 25°C ورطوبة 60%، يتكون التكاثف على السطح البارد للمعجون على الفور. فكر في بيرة باردة تتعرق في الفناء — إنه نفس الفيزياء. هذا التكاثف هو ماء نقي، وقد خلطته مباشرة في كيميائك.
غالبًا ما يكون جهاز التخزين نفسه السبب. من الشائع أن ترى مصنعًا يدير خطوط SMT بملايين الدولارات يعتمد على ثلاجة صغيرة في غرفة نوم بـ $90 لتخزين مخزون بقيمة خمسين ألف دولار. هذه الأجهزة الاستهلاكية لها فجوات حرارية مروعة. فهي تتكرر بشكل عشوائي، أحيانًا تجمد المعجون (مما يدمر تعليق المادة بشكل دائم) وأحيانًا تتركه يرتفع حتى 15°C. إذا تجمد المعجون، فإن المادة المفصولة. لا يمكن لأي خلط إصلاحه. إذا رأيت انفصالًا أو "قشرة" على علبة جديدة، افحص الثلاجة، وليس البائع.
أسطورة شائعة تقول أنه يمكنك "تلطيف" المعجون بسرعة بوضعه على سخان أو خلطه بقوة. هذا غير صحيح. الطريقة الوحيدة الآمنة لتلطيف المعجون هي إخراجه من الثلاجة وتركه، بإحكام، في درجة حرارة الغرفة لمدة لا تقل عن أربع إلى ثماني ساعات. إذا لم تخطط مسبقًا وتحتاج إلى المعجون الآن, أنت محظوظ. كسر الختم مبكرًا يضمن دخول الرطوبة.
حك القاع
العدو النهائي للعائد هو التبذير غير المبرر. معجون اللحام مكلف، وغالبًا ما يكلف مئات الدولارات لكل كيلوجرام. هذا يقود المديرين والمشغلين للاعتقاد بأنه مثل الذهب السائل، ويحاولون حفظ كل غرام. ترى المشغلين يخشطون المعجون الجاف والقشري من أطراف حركة الممسحة ويعيدونه إلى العلبة، أو يخلطونه مع معجون جديد.

هذه "اقتصاديات المممسحة" مدمر رياضيًا. لقد تعرض ذلك المعجون المستعمل للهواء لساعات. المادة الماصة أصبحت غير فعالة، ولزوجتها زادت. لقد امتص الرطوبة والأكسدة. عند خلطه مرة أخرى، تلوث المادة الجديدة. فكر في النسبة: 50 غرامًا من المعجون المهدر يكلف ربما ثلاثة دولارات. تكلف لوحة BGA المعاد تهيئتها دولارًا وخمسين، بالإضافة إلى وقت الفني وخطر إتلاف لوحة الشbكة بالكامل. إذا وفرت ثلاثة دولارات مع مخاطرة بقيمة خمسين، فإنك لا توفر المال.
وبالمثل، هناك ضغط مستمر لتمديد عمر الرف. "انتهت صلاحيته الأسبوع الماضي، هل يمكننا استخدامه بعد؟" الجواب دائمًا يجب أن يكون لا. تدهور المادة الكيميائية للملف ليس اقتراحًا؛ هو واقع. يزيد خطر الفراغات والوصلات المفتوحة يوميًا بعد تاريخ الانتهاء. إذا كنت تطرح هذا السؤال، فإن إدارة المخزون لديك هي المشكلة، وليس تاريخ الانتهاء.
الانضباط هو الحل
الحل لمشكلة الانزلاق البارد وعيوب "الغموض" نادرًا ما يكون خليطًا جديدًا مكلفًا أو قناعًا نانويًا. إنه الانضباط الملول والصارم. هو شراء مقياس حرارة ورطوبة من نوع $20 ووضعه بجانب الطابعة. هو فرض وقت "عدم الفتح" صارم على المعجون المزال من التخزين البارد. هو تمكين المشغلين من التخلص من المعجون الذي بقي على القناع لفترة طويلة، بدلاً من محاولة إنقاذه.
التحكم في العملية يتفوق على علم المادة. يمكنك تشغيل أغلى معجون نوع 5 مقاوم للانزلاق في العالم، ولكن إذا عاملته على أنه تراب - إذا تعرض للماء، أو جمدته، أو أبقيته خارجًا لمدة 24 ساعة - فسوف يفشل. وعلى النقيض، يمكن لخط منضبط أن يستخدم SAC305 القياسي في بيئة مراقبة ويحقق معدلات عيوب قريبة من الصفر. غالبًا ما يعمل المعجون بشكل طبيعي. تأكد من أن البيئة تسمح بذلك.