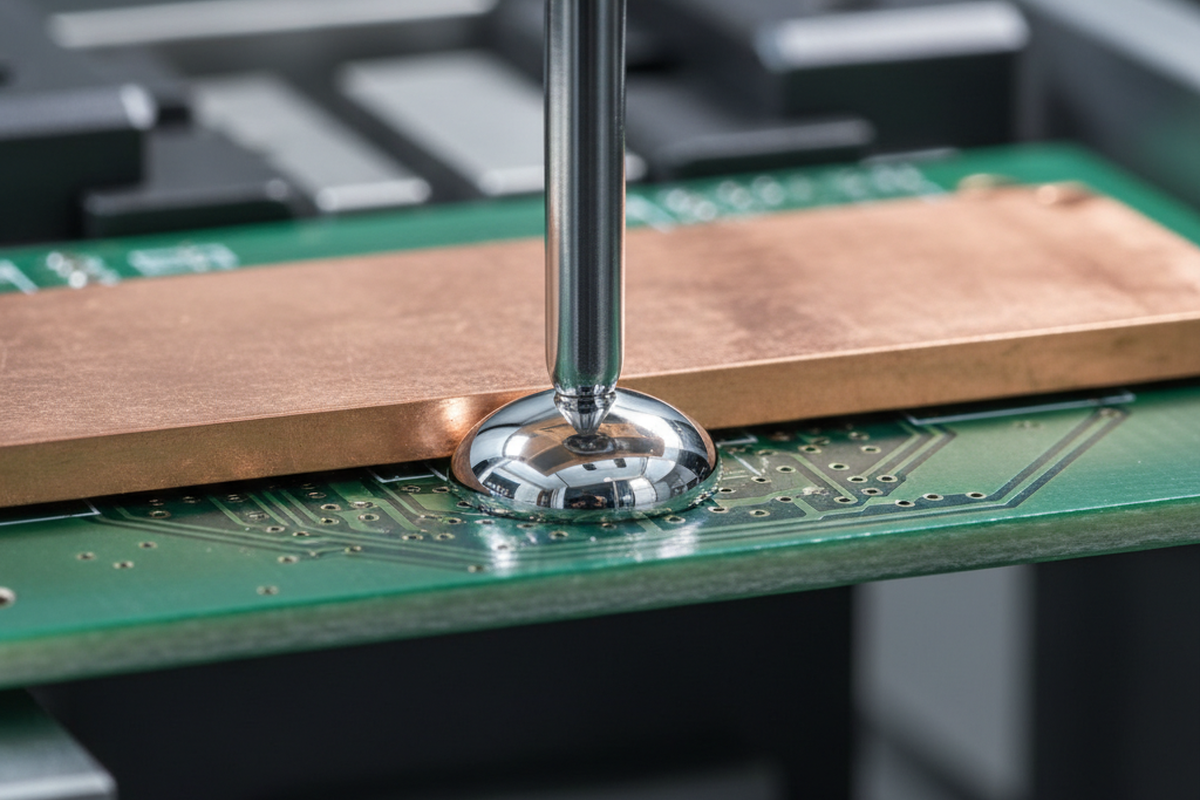
في الإلكترونيات عالية الموثوقية—وخاصة محولات السيارات وأنظمة الطاقة الصناعية—يُعتبر "الوصل اللامع" كاذبًا خطيرًا. يمكن لوصلة اللحام على قضيب نحاسي بسمك 3 مم أن تظهر فيلِت علوي مثالي، وتبلل لامع عند الطرف، وبقايا فلوكس نظيفة، ومع ذلك تكون مخترقة تمامًا داخليًا.

عند التعامل مع المقاومات عالية التيار والقضبان النحاسية الثقيلة، غالبًا ما تفشل معايير الفحص القياسية مثل IPC-A-610 Class 3 في اكتشاف نمط الفشل الحقيقي: نقص ملء الثقب والسبائك الباردة العميقة داخل البرميل. يسحب تأثير المشتت الحراري للطائرة النحاسية الثقيلة الطاقة الحرارية بعيدًا عن الوصلة أسرع مما يمكن لفوهة انتقائية قياسية توفيره. إذا لم يتم ضبط العملية خصيصًا للكتلة الحرارية، يتجمد اللحام قبل أن يبلل جدار البرميل. هذا يخلق اتصالًا ميكانيكيًا سيفشل في النهاية تحت الاهتزاز أو التغير الحراري. النتيجة ليست مجرد لوحة سيئة؛ بل فشل ميداني في نظام عالي الجهد.
لا يمكنك خداع الكتلة الحرارية
تعمل المكون النحاسي كخزان حراري ضخم. بمجرد أن يلمس اللحام المنصهر الرصاص، يبدأ المكون في سحب الحرارة بعيدًا عن الجبهة السائلة. إذا تجاوز الطلب الحراري للمكون قدرة الفوهة على التوصيل، تنخفض درجة حرارة اللحام عند الواجهة إلى ما دون نقطة انصهار السبيكة (عادة 217 درجة مئوية لـ SAC305). يصبح اللحام طينيًا، ويتوقف التبلل، ويتبقى لديك واجهة باردة وهشة تبدو مقبولة على السطح لكنها بلا أي متانة هيكلية.
غالبًا ما يزيد المصممون من هذه المشكلة بوضع مكونات ذات كتلة عالية دون توفير تخفيف حراري كافٍ. إذا كنت مهندس عملية تنظر إلى ملف جربر حيث يتصل قضيب نحاسي مباشرة بطائرة أرضية بدون تخفيف شعاعي، فأنت تنظر إلى عيب ينتظر الحدوث. لا يمكن لأي ضبط للآلة التغلب على تصميم يبدد الحرارة أسرع مما تسمح به فيزياء التبلل. في تلك الحالات، يجب إعادة اللوحة إلى التصميم، أو يجب الاستثمار في منصات مخصصة مكلفة لعزل الحمل الحراري.
غالبًا ما يزيد المصممون من تفاقم هذا بوضع مكونات ذات كتلة عالية دون توفير تخفيف حراري كافٍ. إذا كنت مهندس عملية تنظر إلى ملف Gerber حيث يتصل شريط التوصيل مباشرة بطائرة الأرضي دون تخفيف شعاعي، فأنت تنظر إلى عيب ينتظر الحدوث. لا يمكن لأي ضبط للآلة التغلب على تصميم يبدد الحرارة أسرع مما تسمح به فيزياء التبلل. في تلك الحالات، يجب إعادة اللوحة إلى التخطيط، أو يجب عليك الاستثمار في منصات مخصصة مكلفة مع أقنعة لعزل الحمل الحراري.
يُكسب المعركة في مرحلة التسخين المسبق
لأن الفوهة وحدها لا يمكنها التغلب على الكتلة الحرارية، يجب أن يتم العمل الشاق قبل أن تصل اللوحة إلى وعاء اللحام. بينما يركز المشغلون غالبًا على ارتفاع الموجة أو وقت التوقف، فإن المعلمة الحرجة للحام الكتلة العالية هي نقع التسخين المسبق.
بالنسبة للمكونات القياسية لتركيب السطح، يكفي تسخين مسبق بحد أقصى 100 درجة مئوية على السطح العلوي. بالنسبة للكتلة النحاسية، هذا لا يكاد يُذكر. يجب رفع درجة حرارة نواة المكون—الكتلة المعدنية الفعلية—إلى ما لا يقل عن 110 إلى 120 درجة مئوية قبل بدء دورة اللحام. هذا يقلل من فرق "الصدمة الحرارية" الذي يجب على الفوهة تجاوزه. إذا كان المكون عند 120 درجة مئوية، يحتاج موجة اللحام فقط إلى رفعه 100 درجة أخرى لتحقيق التبلل. إذا كان المكون عند 80 درجة، يكون الفرق 140 درجة—غالبًا فجوة لا يمكن تجاوزها خلال ثواني الاتصال القليلة المسموح بها.
يتطلب تحقيق ذلك أكثر من مجرد زيادة سخانات الجانب السفلي. غالبًا ما تفشل سخانات الحمل الحراري القياسية في اختراق اللوحات متعددة الطبقات السميكة بسرعة كافية لتسخين قضيب علوي دون حرق FR4 في الأسفل. الحل الأكثر متانة عادة ما يتضمن سخانات الأشعة تحت الحمراء العلوية أو مناطق نقع ممتدة تسمح للحرارة بالاستقرار عبر اللوحة.
لا تخمن هذه درجات الحرارة. موازين الحرارة بالأشعة تحت الحمراء عديمة الفائدة على قضبان النحاس اللامعة بسبب مشاكل الانبعاث. الطريقة الوحيدة للتحقق من استراتيجية التسخين المسبق هي حفر لوحة تضحية، وتضمين ثرموقبل من النوع K مباشرة في جدار البرميل أو جسم المكون، وتشغيل جهاز تحليل. إذا لم تصل درجة حرارة النواة إلى علامة 110°C+، فإن العملية غير مستقرة.
فخ درجة حرارة القدر ووقت التوقف
عند مواجهة وصلة باردة، يكون رد الفعل الفوري من إدارة الإنتاج غالبًا "رفع درجة حرارة القدر". هذا اعتقاد خاطئ مدمر.
تشغيل قدر اللحام عند 320°C أو 330°C لتعويض التسخين المسبق السيئ هو وصفة لفشل كامن. عند هذه الدرجات، يتسارع معدل ذوبان النحاس بشكل كبير. أنت لا تلحم فقط ركبة الثقب؛ بل تذوبها. يتسرب لوح النحاس وطلاء البرميل إلى كتلة اللحام، مما يرقق المسار الموصل ويُلوث قدر اللحام بمستويات عالية من النحاس. هذا يرفع نقطة الانصهار للسبيكة ويخلق وصلات خشنة وبطيئة.
علاوة على ذلك، تحترق المتطايرات في الفلكس على الفور عند درجات الحرارة القصوى. بحلول الوقت الذي يحتاج فيه اللحام فعليًا إلى ترطيب السطح، يكون الفلكس محترقًا وغير نشط، مما يؤدي إلى عدم الترطيب ووجود فراغات.
وقت التلامس (وقت البقاء)، وليس درجة الحرارة، هو الرافعة التي تحتاج إلى سحبها. للوصلات ذات الكتلة العالية، تحتاج إلى وقت بقاء أطول - غالبًا في نطاق 3 إلى 6 ثوانٍ اعتمادًا على قطر الفوهة - للسماح بحدوث انتقال حراري. ومع ذلك، هذا توازن خطير. إذا كان الوقت قصيرًا جدًا، لا يمتلئ البرميل. إذا كان طويلًا جدًا، تخاطر بفصل مادة لوحة الدائرة المطبوعة أو تسريب اللوح. النافذة ضيقة. قد تعمل عملية مستقرة على قدر عند 290°C مع وقت بقاء 4 ثوانٍ، بدلاً من قدر عند 320°C مع وقت بقاء 2 ثانية. الأول يحافظ على المعادن؛ الثاني يدمرها.
الكيمياء والتخميل
في اللحام الانتقائي عالي الموثوقية، لا يعتبر تعقيم النيتروجين إضافة فاخرة؛ بل هو متطلب للعملية.
عندما تمدد أوقات البقاء لتسخين جزء ثقيل، يتعرض موج اللحام للجو لفترات أطول. بدون بطانية نيتروجين (عادةً تتطلب نقاء 99.999%)، تتكون أكاسيد وقشور على الفوهة بسرعة. الفوهة المتكسرة تقدم انتقال حرارة ضعيف وارتفاع موجة غير متوقع. قد تضبط الجهاز تمامًا في الساعة 8:00 صباحًا، ولكن بحلول الساعة 10:00 صباحًا، تكون الفوهة مسدودة بطين الأكسيد، وارتفاع الموجة قد انحرف بمقدار 1 مم، مما يسبب وصلات مفتوحة.
اختيار الفلكس مهم بنفس القدر. للوحات ذات الكتلة العالية، يجب أن يتحمل الفلكس دورة التسخين المسبق الممتدة دون فقدان النشاط. غالبًا ما تحترق الفلكسات منخفضة الصلبة والخالية من التنظيف القائمة على الكحول مبكرًا جدًا. إذا رأيت "مخلفات" أو بقايا لزجة لا تجف، أو إذا احترق الفلكس قبل وصول الموجة، فقد تحتاج إلى تركيبة ذات صلبة أعلى أو حزمة منشط مختلفة. لكن كن حذرًا - التبديل إلى فلكس قابل للذوبان في الماء لنشاط أفضل يضيف متطلب غسل لا تستطيع العديد من خطوط اللحام الانتقائي التعامل معه. التزم بفلكس قوي خالي من التنظيف مصمم لملفات حرارية عالية الكتلة وتأكد من معايرة جهاز رش الفلكس لتطبيقه بالضبط حيث يلزم، وليس رشه عشوائيًا على اللوحة.
فحص الواقع المدمر

بمجرد ضبط التسخين المسبق ووقت البقاء والفلكس، كيف تعرف أنه نجح؟ لا يمكنك الوثوق بعينيك. التحقق الوحيد المهم هو المقطع العرضي.
خذ "اللوحة الذهبية" الخاصة بك - التي تبدو مثالية تحت ضوء الحلقة - ودمرها. ضعها في القدر، صقلها، وضعها تحت مجهر 50x. أنت تبحث عن تكوين المركبات بين المعادن (IMC) على طول كامل جدار البرميل. تحتاج إلى رؤية ملء 100% للثقب، وليس فقط 75%. تحتاج إلى التحقق من "فراغات الشمبانيا" بالقرب من رصاص المكون، والتي تشير إلى غازات الفلكس المحاصرة من عملية أصبحت ساخنة جدًا بسرعة.
إذا لم تكن تقوم بعمل مقاطع عرضية لوصلاتك ذات الكتلة العالية بانتظام، فأنت تعمل في الظلام. انحراف العملية بمقدار 10°C في التسخين المسبق قد لا يغير المظهر الخارجي للوصلة، لكنه يمكن أن يقلل من ملء البرميل بنسبة 50%.
مغالطة إعادة العمل
إذا فشلت وصلة ذات كتلة عالية في الفحص، هناك إغراء قوي لإصلاحها بمكواة لحام يدوية. بالنسبة لقضبان النحاس الثقيلة والمقاييس، هذا غالبًا ما يكون إهمالًا مهنيًا.
لا يمكن لمشغل بشري بمكواة لحام أن يوفر الطاقة الحرارية المطلوبة لإعادة العمل على وصلة ذات كتلة عالية بشكل موثوق دون تسخين المنطقة المحلية بشكل مفرط والتسبب في رفع اللوح أو انفصال البرميل. غالبًا ما لا يفعل "التصحيح" سوى إعادة تدفق اللحام السطحي مع ترك البرميل الداخلي باردًا ومفرغًا. إذا لم تستطع آلة اللحام الانتقائي لحامها بشكل صحيح، فلا يمكن لمكواة يدوية بالتأكيد. يجب أن يكون التركيز بالكامل على قدرة الآلة. إذا أخطأت الآلة، فمن المحتمل أن تكون اللوحة خردة. اضبط العملية حتى لا تخطئ.