رائحة قرار سيء لقناع اللحام مميزة. تشبه رائحة الفلكس المحترق، والبولييميد الساخن، وبعد ظهر يوم سبت تقضيه منحنياً فوق مجهر مانتيس ممسكًا بمكواة اللحام. عندما تنظر إلى QFN-32 تحت تكبير 10x وترى كل دبوس مرتبط بجاره، لا تفكر في التوجيه الأنيق أو محاكاة سلامة الإشارة. أنت تنظر إلى فشل مادي في الاحتواء. معجون اللحام، بعد تسخينه في فرن إعادة التدفق، لم يكن له مكان يتوقف فيه. انهار، وامتد، واندمج لأن السد الميكانيكي المفترض أن يفصل بين الوسادة 1 والوسادة 2 لم يكن موجودًا.

لا تلوم مكواة اللحام، وتوقف عن لوم القالب. هذه مشكلة بيانات تحولت إلى كابوس مادي. السبب الجذري يكمن في إعدادات CAD، التي غالبًا ما تُترك على الافتراضي "الآمن" بتوسع 4 ميل، والذي يحذف بهدوء شبكة قناع اللحام بين الوسادات الدقيقة. الفيزياء لا تهتم بعرضك. إذا كان السد مفقودًا، فسوف يجسر اللحام.
لماذا تريد ذا فاب هاوس تدمير تجميعك
لدى مصنع لوحتك العارية ومجمّعك تعارض جوهري في المصالح. بيت التصنيع يخاف من "التعدي". إذا طبعوا طبقة القناع الأخضر بشكل غير دقيق قليلاً (وهو واقع مضمون في معالجة الفيلم الرطب) ووقع هذا القناع فوق وسادة نحاسية، سترفض اللوحة بسبب ضعف قابلية اللحام. لحماية أنفسهم من تكاليف الخردة، يطالبون بفاصل أمان. يريدون منك توسيع فتحة القناع بحيث حتى لو انحرفت محاذاتهم بمقدار 2 أو 3 ميل، تظل الفتحة واضحة من الوسادة.
هذه الهامشية الأمنية توفر لهم المال، لكنها تكلفك الموثوقية. عندما تطبق قاعدة توسع عامة — لنقل، المعيار الصناعي 4 ميل (0.1 مم) — على مكون بدقة 0.5 مم، فإنك تلغي رياضيًا الجسر بين الوسادات. أنت تتبادل عيبًا تجميليًا محتملاً (القناع على الوسادة) مقابل عيب وظيفي مضمون (جسر اللحام).
إذا تعاملت مع ورش تصنيع منخفضة التكلفة، غالبًا ما ستحصل على البريد الإلكتروني المرعب "استعلام هندسي" أو "قيد الانتظار". سيشيرون إلى بصمات أقدامك الدقيقة ويزعمون أن "شريحة" القناع بين الوسادات رقيقة جدًا للطباعة بشكل موثوق. هم لا يكذبون؛ قد لا تتمكن عمليتهم من الحفاظ على شبكة 3 ميل دون تقشرها. لكن إذا سمحت لهم "بإصلاحها" بإزالة الشبكة تمامًا، فإنك تخولهم لإنشاء بحيرة من النحاس المكشوف حيث يجب أن تكون هناك جزر منفصلة. إنهم يعطون الأولوية لعائدهم على حسابك.
ميكانيكا السد
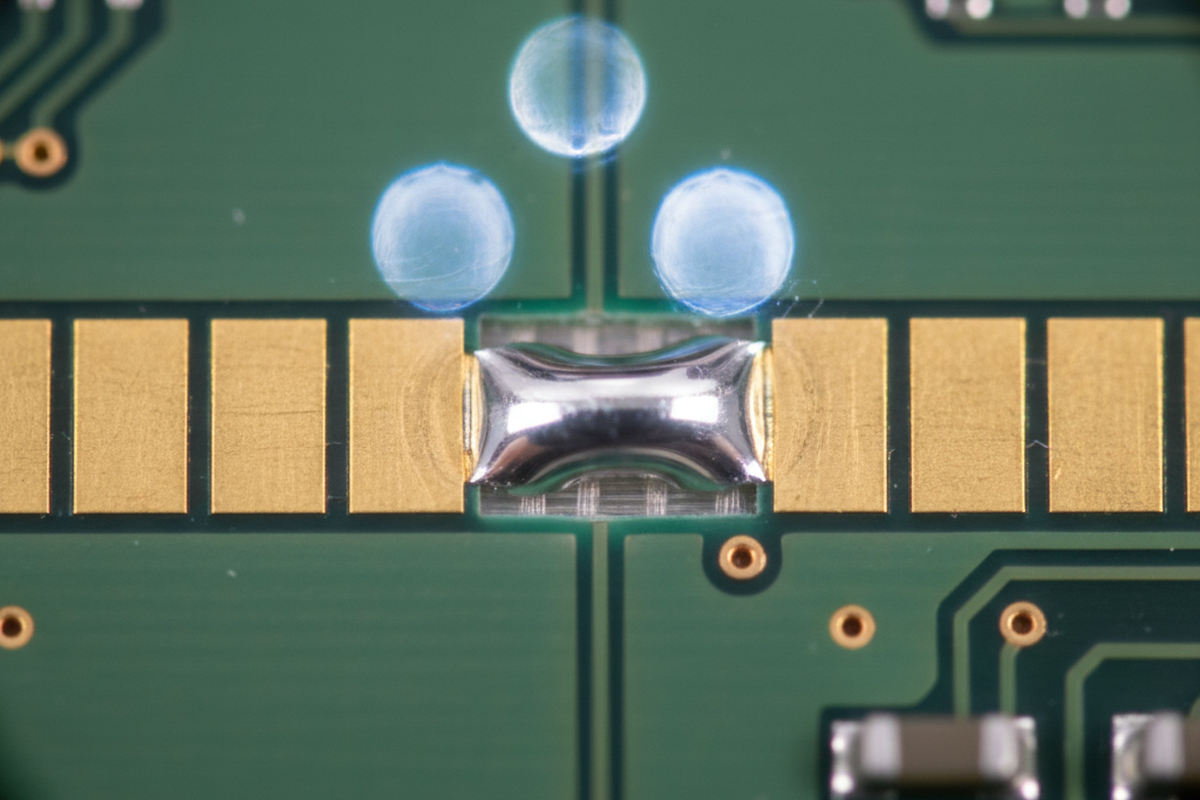
وظيفة قناع اللحام أقل شبهاً بالطلاء وأكثر شبهاً بسد هيدروليكي. وظيفته الأساسية في فرن إعادة التدفق هي كسر التوتر السطحي للحام المنصهر. عندما يذوب المعجون، يريد تقليل مساحة سطحه. إذا كان شريط من مادة القناع بين وسادتين، يتجمع اللحام على وسادته الخاصة، محتجزًا بجدار القناع. هذا هو تأثير "الحشية". يوفر القناع جدارًا عموديًا لتجلس عليه القالب، وحاجزًا أفقيًا لا يمكن للحام أن يبلله.
عندما تزيل ذلك السد — إما من خلال إعدادات التوسع العدوانية أو مصنع يطبق "تخفيف جماعي" — تفقد الاحتواء. تصبح المساحة بين الوسادات من طبقة FR4 عارية. ينتقل اللحام المنصهر بسهولة عبر تلك الفجوة، خاصة إذا تم تصميم فتحة القالب بافتراض وجود ختم حشية. بدون ارتفاع القناع ليمنعه، ينهار اللحام.
غالبًا ما يبدأ الذعر هنا لمكونات BGA. قد ترى دوائر قصيرة تحت الأشعة السينية وتفترض أن حجم المعجون مرتفع جدًا أو أن الملف الشخصي ساخن جدًا. انظر إلى اللوحة العارية أولاً. إذا كانت فتحات القناع لوسادات BGA كبيرة جدًا بحيث تلمس بعضها البعض، فقد أنشأت مسارًا لأقل مقاومة لاندماج كرة اللحام مع جارتها. الوسادات غير المعرفة بقناع اللحام (NSMD) هي المعيار لـ BGAs لتحسين الموثوقية، لكن إذا كان التوسع عدوانيًا جدًا، يصبح "الخندق" حول الوسادة قناة للجسر.
فخ إغاثة المباحث
أخطر نسخة من هذه المشكلة تصيب QFNs والموصلات الدقيقة. المصممون، المتعبون من محاربة أخطاء DRC (فحص قواعد التصميم) حول "شريحة قناع اللحام الدنيا"، غالبًا ما يتبعون طريق أقل مقاومة: التخفيف الجماعي. وهذا ينطوي على رسم مستطيل كبير واحد لفتح القناع على صف كامل من الدبابيس.
يبدو نظيفًا في عارض Gerber. يمر على فحوصات مصنع التصنيع فورًا لأنه لا توجد شرائح دقيقة للطباعة. لكن على خط التجميع، هو كارثة. لقد رأيت صواني من السيليكون المكلف — QFP-100s على نماذج أولية لأجهزة طبية — تُهدر بسبب هذا. عندما تخفف جماعيًا صفًا من دبابيس بدقة 0.5 مم، فإنك تطلب من التوتر السطحي للحام أن يكون الشيء الوحيد الذي يحافظ على فصل الوصلات. نادرًا ما ينجح ذلك. يجذب اللحام بعضه البعض، وتنتهي بعارضة سبائك واحدة تقصر عشرة دبابيس.
إعادة العمل اليدوي على هذه الحالة قاسية. عليك أن تمتص كل اللحام، وتنظف المنطقة بالكحول، وتحاول اللحام بالسحب لوصلات جديدة بدون سد قناع يرشدك. يحول تجميع لوحة $5 إلى مشروع إعادة عمل $50.
عتبة LDI

لا يمكنك الاستمرار في تصغير الشبكة؛ في النهاية، يفشل المادة فعليًا. الحل الحقيقي هو الدفع مقابل الدقة. العمليات التقليدية القابلة للتصوير الضوئي تحتاج إلى عامل الخطأ هذا. التصوير المباشر بالليزر (LDI) يغير المعادلة. LDI لا يستخدم فيلمًا. بل يستخدم ليزرًا لمعالجة القناع مباشرة على اللوحة، معتمداً على علامات اللوحة الخاصة للمحاذاة.
مع LDI، لا تحتاج إلى توسع 3 أو 4 ميل. يمكنك تشغيل قناع 1:1 (بدون توسع) أو توسع ضيق جدًا بمقدار 1 ميل. هذا يسمح لك بالحفاظ على حاجز قوي بمقدار 3 ميل حتى على أجزاء ذات تباعد 0.4 مم. نعم، LDI يكلف أكثر. إنه عملية متميزة. لكن قارن تلك التكلفة مع تكلفة إعادة العمل. إذا كنت تصنع جهازًا استهلاكيًا يحتوي على مكونات 0805 ومكونات SOIC، فاحتفظ بأموالك واستخدم العملية غير الدقيقة. ولكن إذا كنت تضع QFNs بتباعد 0.4 مم أو BGAs بتباعد 0.5 مم، فإن "التوفير" على اللوحة العارية سيتبخر في اللحظة التي يتم فيها اكتشاف أول جسر في AOI.
الخط الأساسي الجديد
توقف عن الوثوق بالإعدادات الافتراضية في أدوات EDA الخاصة بك. التوسع العالمي بمقدار 4 ميل هو بقايا من زمن كانت فيه المكونات ضخمة.
بالنسبة لأي مكون بتباعد 0.5 مم أو أقل، يجب أن تتدخل:
- تحقق من الشبكة: تأكد من وجود ما لا يقل عن 3 ميل (0.075 مم) من القناع بين الوسادات في تصميمك.
- راجع التوسع: إذا كان الحفاظ على تلك الشبكة يتطلب تقليل التوسع إلى 0 أو 1 ميل، فافعل ذلك.
- حدد LDI: إذا قمت بتضييق التوسع، أخبر مصنع التصنيع بأنك تحتاج إلى LDI. إذا لم تفعل، فسوف يعلقون طلبك أو، والأسوأ، يعيدون توسيعه دون إخبارك.
- لا تخفيف جماعي: لا تسمح أبدًا لصف من الدبابيس بمشاركة فتحة قناع واحدة ما لم يطلب ذلك ورقة البيانات صراحة (وهو أمر نادر).
القناع جزء من التجميع الميكانيكي. عامله بنفس الدقة التي تعامل بها النحاس.