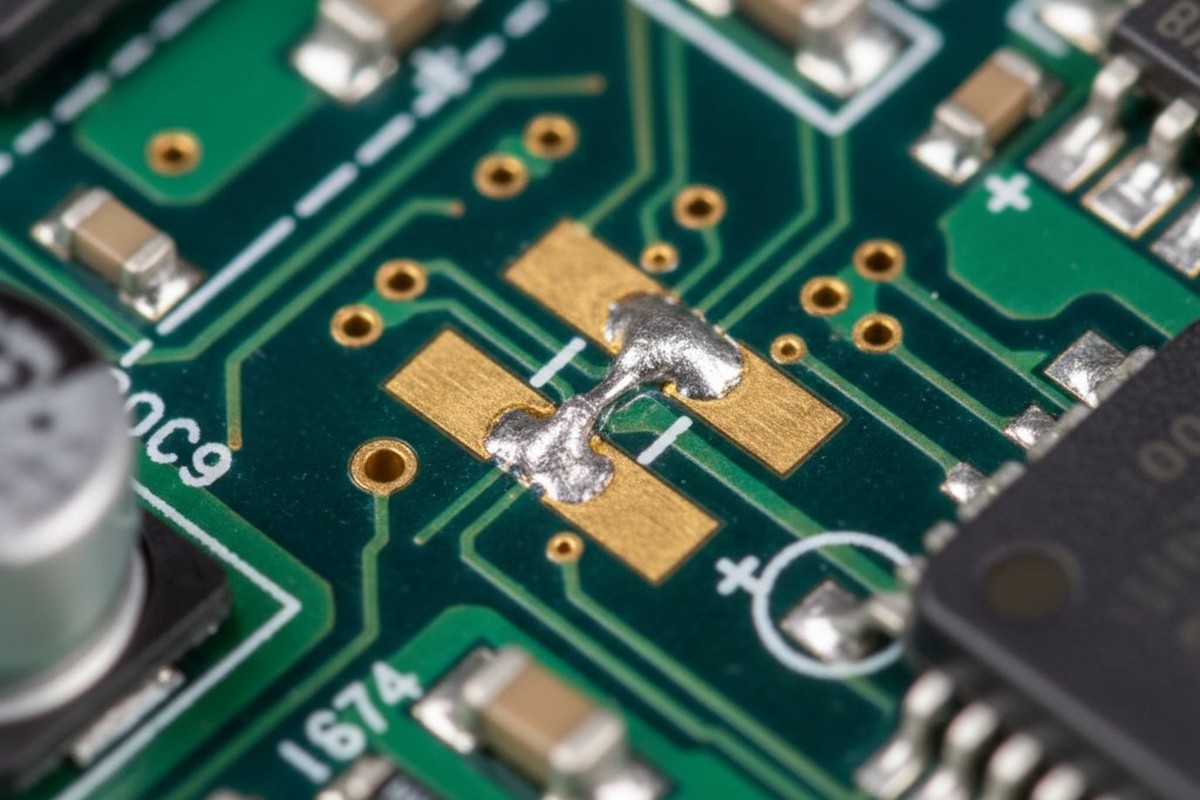
أغلى صوت في تصنيع الإلكترونيات هو صمت لوحة يجب أن تكون قد أطلقت. عندما تضع تلك اللوحة الميتة تحت المجهر، متوقعاً رؤية مكثف محترق أو ديود بالاتجاه المعاكس، غالباً ما تجد شيئاً أكثر إهانة: جسر ميكروسكوبي من اللحام يربط بين دبوسين في موصل بميل 0.4 ملم. عيب تصنيعي في $2 أدى إلى أن يتم إلغاء تجميع $500.
غالبية المصممين يلومون فوراً منزل التجميع. يفترضون أن فتحات القوالب كانت واسعة جداً أو أن ملف التدفئة مرة ساخن جداً. ولكن غالباً، كانت المشكلة متداخلة منذ شهور أثناء مرحلة التخطيط، حين تم اتخاذ قرار تجاهل الواقع الفيزيائي للحام السائل. إذا لم يكن هناك عائق مادي بين لوحين، سوف يحاول اللحام الاندماج. هذه قاعدة فيزيائية، وتُفرض بصرامة.
فيزياء الجسر
عندما يذوب معجون اللحام في فرن إعادة التدفق، يتوقف عن كونه معجون خشن ويصبح سائلًا ذو سطح توتر عالي. يرغب في تقليل سطحه. من المثالي أن يبلل اللوح وقطب المكون، مكونًا حافة مناسبة. ولكن على المكونات ذات المسافة الدقيقة—أي أقل من 0.5 مم—the اللوحات قريبة جدًا من بعضها. إذا كان حاجز قناع اللحام (القطاع الرقيق للعازل بين اللوحات) مفقودًا، فلا شيء يمنع السائل المنصهر من الوصول إلى جاره.

يحاول بعض المهندسين حل ذلك بـ”جوع” المفصل—تقليل فتحة القالب ليودع أقل من المعجون. إنها علاج مؤقت شائع، يُقترح غالبًا في المنتديات عندما يحاول شخص إنقاذ تصميم سيئ. في حين أن تقليل كمية المعجون يمكن أن يقلل من احتمالية تكوين جسر، إلا أنه لا يقضي على الآلية المسببة للفشل. إذا كان لديك BGA أو QFN بمسافة 0.4 ملم وتعتمد فقط على التوتر السطحي للحفاظ على اللحام في مكانه، فإنك تلعب القمار. سوء أصغر في المحاذاة أو اهتزاز في الفرن، أو تغير بسيط في نشاط التدفق، سيجعل اللحام يمتد عبر الفجوة. الشيء الوحيد الذي يوقف هذا التفاعل الشعري هو جدار مادي: حاجز قناع اللحام.
هندسة الشرارة
المشكلة هي أنك لا يمكنك مجرد رسم حواجز وتتوقع وجودها. قناع اللحام مادة مادية—عادةً إبوكسي قابل للإضاءة السائلة (LPI)—الذي يجب طباعته، معالجته، وتطويره. مثل أي مادة، لها نقطة كسر. إذا صممت قطعة من القناع رقيقة جدًا، فلن تلتصق بقاعدة FR4. ستتقشر خلال التصنيع، تطفو بعيدًا في حوض المطور أو، الأسوأ، تتقشر لاحقًا لتلوث التجميع.
هذا هو مصدر أخطاء “الخاتم الوردي” أو “الخاتم البنفسجي” في أداة CAD الخاصة بك. عندما تُظهر فاحص قواعد التصميم (DRC) انتهاكًا من نوع “رقيق القناع”، فهي لا تحاول مضايقتك. إنها تخبرك أن الهندسة التي طلبتها غير ممكنة فعليًا من خلال العملية الكيميائية القياسية.
تتطلب العمليات التصنيعية القياسية عادة حدًا أدنى لحاجز القناع يبلغ 4 ميل (حوالي 0.1 ملم) لضمان الالتصاق. قد تدفع الورش المتقدمة لـ“HDI” هذا إلى 3 ميل فقط. لكن انظر إلى الحسابات لمكون بمسافة 0.4 ملم. إذا كانت اللوحات بعرض 0.25 ملم، فإن الفجوة بينهما هي فقط 0.15 ملم (حوالي 6 ميل). إذا كنت بحاجة إلى حاجز 4 ميل، ويجب أن تأخذ في الاعتبار توسعة القناع (تحمل التسجيل) بحيث لا يتسلق القناع على اللوحة، فلن يتبقى لديك مساحة. لقد نفدت المساحة المادية للعزل.
يفاقم هذا الفخ الهندسي بشكل كبير إذا أعطيت أولوية للجماليات. نرى تصاميم حيث يكون الهيكل مفتوحًا، لذلك يطالب المصمم الصناعي بقناع لحام “مات أسود” ليبدو “فاخراً”. الأقنعة السوداء غير اللامعة غالبًا ما تكون أ soft وتحتاج إلى معالجة كيميائية مختلفة عن الأخضر القياسي. تحتفظ بالحرارة بشكل مختلف وغالبًا ما يكون لديها التصاق أسوأ للميزات الدقيقة. قد يتقشر حاجز يحمي بشكل مثالي في القلو الأخضر العاكس في حالة المات الأسود. لقد رأينا دفعة إنتاج كاملة من 5000 وحدة تصل إلى نسبة فشل 35% ببساطة لأن القناع الأسود الرائع المظهر لم يستطع أن يحتفظ بالشبكة 3 ميل بين دبابيس الموصل. الفيزياء لا تهمها إذا كانت لوحةك تبدو رائعة.
فخ إغاثة المباحث
عندما تصبح الهندسة ضيقة جدًا—مثلاً، على BGA بمسافة 0.35 ملم أو footprint QFN سيء التصميم—سيرسل لك مركز التصنيع استفسارًا هندسيًا (EQ). سيشيرون إلى أنهم غير قادرين على طباعة الحاجز بين اللوحات. الحل المقترح منهم هو غالبًا “الراحة الجماعية” (أو “تغطية الجماعة”).
يعني إعفاء المجموعة أنهم ببساطة يزيلون القناع بين الوسادات تمامًا، مما يخلق فتحة نافذة كبيرة حول صف من الدبابيس. وهذا يفي بقيود التصنيع: لا يوجد رقاقة رقيقة من القناع لإزالتها. لكنه يُعرض للخطر بشكل كارثي أثناء التجميع.
بدون السد، أنشأت طريقًا للرصاص. في حزمة QFN (رباعية المسطحة بدون دبابيس)، يمكن للرصاص أن يتغلغل على طول الجزء السفلي من الحزمة بين الدبابيس. هذا النوع من الجسور خبيث لأنه غالبًا يختفي تحت جسم المكون، غير مرئي للفحص البصري الآلي (AOI) القياسي. قد تجده فقط عندما تفشل اللوحة في الاختبار الوظيفي، أو الأسوأ، عندما يكشف الأشعة السينية عن القصر.

هناك تكلفة اعتماد طويلة الأمد هنا أيضًا. لا يوقف قناع الرصاص الجسور فحسب، بل يعزل النحاس. إذا قمت بإعفاء مجموعة من موصل دقيق النسبة، تترك الفولاذ العاري بين الدبابيس الموجبة. في بيئات عالية الرطوبة، أو إذا لم يتم تنظيف الجهاز بشكل كامل من بقايا التدفق، يصبح ذلك الفراغ أرضًا خصبة لنمو الأشجار العصوية. لقد رأينا استدعاءات طبية تحفزها ليست الفشل الفوري، بل نمو الأشجار العصوية عبر الفراغ المعفى بعد ستة أشهر في الميدان. السد عازل؛ إزالته هو تنازل عن الفشل.
خيال القدرة القياسية
فلماذا تدفع مصانع التصنيع نحو إعفاء المجموعة؟ لأنه يحمي إنتاجهم، وليس إنتاجك. إذا حاولوا طباعة سد بسمك 2.5 مل، وفتله، يتعين عليهم التخلص من اللوحة العارية. إذا أعفوا المجموعة، فإن اللوحة العارية تجتاز اختبارهم الكهربائي بشكل مثالي (لأن الوسادات ليست موصلة). ومع ذلكيحدث الجسر في مصنع التجميع الخاص بك، والذي لم يعد مشكلة مصنع اللوحات العارية.
عليك أن تفهم أن أوراق البيانات الخاصة بمصنع التصنيع غالبًا ما تكون خيالًا تسويقيًا. عندما يذكر مصنع تصنيع خارجي الميزانية «سد قناع 3 مل» كقدرة، فإن ذلك هو رقم «عينة ذهبية» لديهم — ما يمكنهم تحقيقه على آلة معايرة تمامًا باستخدام كيماويات جديدة في يوم جيد. إنه ليس قدرتهم على العملية Cpk > 1.33. إذا أرسلت تصميمًا بسدود 3 مل إلى خدمة الحوض «القياسية»، فسوف يزيلون السدود بصمت عبر برنامج CAM إذا شعروا بعدم قدرتهم على تثبيتها. لن تعرف ذلك إلا عند وصول اللوحات وغياب السدود.
الحل غالبًا ما يتطلب مالًا. تستخدم العمليات التقليدية LPI الفن التشكيلي والأضواء فوق البنفسجية، والتي لها حدود في المعايرة والانحراف عن المسار. للحفاظ على رقاقة على قطعة بنسبة دقيقة 0.4 مم، غالبًا ما تحتاج إلى LDI (تصوير الليزر المباشر). تتخطى LDI الفيلم وتستخدم الليزر لعلاج القناع مباشرة على اللوحة. إنها أكثر دقة بكثير ويمكنها الاحتفاظ بسدود أضيق. كما أنها تكلف أكثر. عندما تناقش مع مدير المشتريات الذي يرغب في نقل اللوحة إلى مورد أرخص لتوفير $0.40 لكل وحدة، يجب أن تحسب تكلفة المخلفات. يوفر $200 على تصنيع الدوائر المطبوعة (PCB) هو نصر فارغ إذا خسرت $4,000 في السيليكون ووقت الفني لإعادة العمل على الجسور في أول 100 لوحة.
استراتيجية التصميم الدفاعي
الإعداد الأكثر خطورة في أداة CAD الخاصة بك هو قاعدة «توسيع القناع» العالمية. غالبًا ما يحدد المهندسون المبتدئون ذلك إلى 4 مل بشكل «آمن» عالميًا. على مقاوم كبير مقاس 0805، هذا جيد. على مكون بنسبة 0.4 مم، ستتداخل هذه القاعدة العالمية مع فتحات القناع وتحذف السدود بدون أن تدرك ذلك حتى.
عليك استخدام قواعد محلية. تتطلب المكونات ذات النسبة الدقيقة إعدادات توسيع قناع مخصصة، غالبًا ما تكون مضبوطة على 2 مل أو حتى 1:1 (توسيع صفر) إذا سمحت قدرات المصنع. عليك فرض الجغرافيا للسماح بسد بسمك 3 أو 4 مل.
لكن الدفاع النهائي يحدث بعد الانتهاء من التصميم. عند توليد ملفات Gerbers، لا تثق بمشاهد ثلاثية الأبعاد. افتح ملف GTS (قناع اللحام العلوي الخام). قم بالتكبير على أصغر مكون لديك. قس المسافة الفعلية بين فتحات القناع. إذا كان هذا العدد أقل من 3 مل (حوالي 0.075 مم)، فأنت في منطقة الخطر.
إذا رأيت تلك المنطقة الخطرة، لديك خياران: التبديل إلى مصنع يمتلك قدرات LDI موثوقة ويمكنه الحفاظ على ذلك الشريحة، أو تغيير شكل المكون. لا تسمح للمصنع بحذف السد. لا تدعهم يقنعونك بإعفاء المجموعة على موصل إلا إذا كنت على استعداد لقبول خسارة الإنتاج. إذا قال المصنع "لا يمكننا طباعة هذا"، فآمن بهم. ولكن لا تسمح لهم بإصلاحه عن طريق إزالة الحماية. حرك التصميم، أو حرك المصنع. لا سد، لا بناء.