عادةً ما يحدث ذلك يوم ثلاثاء بعد الظهر، تمامًا عندما تكون الخطوط تتجه نحو طلب سريع. آلة الالتقاط والتوضيع — ربما باناسونيك NPM أو Juki عالي السرعة — تطن، والحزام الناقل يتحرك، ومقاييس لوحة القيادة خضراء. يبدو أن الإنتاج النظري مرتفع. تجد الآلة العلامات المرجعية العالمية على قضبان اللوح بدون تسجيل خطأ واحد. وفقًا للهندسة الإحداثية في ملف التبويب، كل شيء مثالي.

ثم تخرج الألواح من فرن الذوبان.
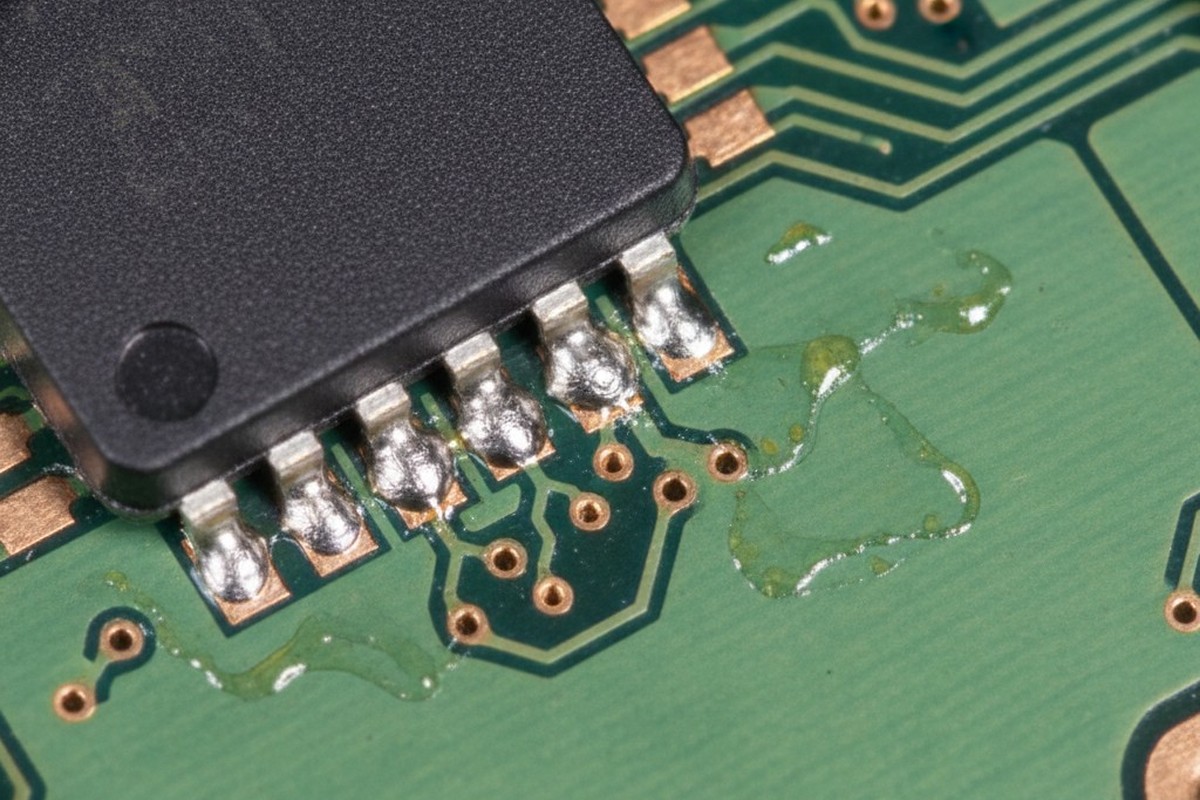
تنظر تحت المجهر وترى الكارثة. كل QFN ذو الخط 0.4 مم قد تم تحريكه بمقدار 0.15 مم إلى اليسار. الوسائد متصلة. العناصر السلبية 0201 محمولة أو مائلة عن مناطق هبوطها. أنت تحمل لوحة من الورق المزخرف باهظ الثمن.
مدير المشروع يريد أن يعرف لماذا فشلت الآلة. لكن الآلة لم تفشل. لقد قامت بالضبط بما أُمرت به بناءً على المراجع التي أعطيت لها. وقع الفشل منذ أسابيع، داخل مجموعة برمجيات CAD، عندما قرر مصمم أن ثلاثة علامات مرجعية على قضبان اللوح كانت 'كافية للتركيب'.
هندسة الكذب
هناك سوء فهم أساسي في تصميم لوحات الدوائر المطبوعة يتعامل مع اللوحة على أنها شبكة صلبة وثابتة. في بيئة CAD، المسافة بين نقطة الأصل (0,0) ورقاقة المكون عند (250, 150) هي قيمة مطلقة رياضيًا. لا تتغير أبدًا.
في ساحة المصنع، تلك الشبكة كذبة.
عند تثبيت آلة للوحة، تبحث عن العلامات المرجعية العالمية — تلك الدوائر النحاسية التي عادةً ما تكون جالسة على قضبان النفايات أو زوايا اللوح. تحسب موقع اللوحة بناءً على تلك النقاط. إذا تم تدوير اللوحة قليلاً — خطأ 'ثيتا' — تتعويض الآلة رياضيًا، وتدور نظام الإحداثيات الداخلي لمطابقة اللوحة.

المشكلة هي أن الهندسة تستغل الخطأ عبر المسافة. خطأ تدويري قدره 0.05 درجة فقط عند القضيب قد يؤدي إلى انحراف ضئيل لمكون يبعد 10 ملم. ولكن لمكون يقع في مركز لوحة بطول 300 ملم، يترجم نفس الخطأ الزاوي الصغير إلى تبديل جانبي هائل. يعتقد الآلة أنها تضع الجزء عند الإحداثية المثالية، ولكن لأن نقطة المرجع بعيدة جدًا، يتضخم 'ذراع الرافعة' للخطأ في الانحراف.
أنت تطلب من آلة خياطة إبرة من across الغرفة بناءً على خريطة رسمها شخص على منديل. لا يهم إذا ادعت كتيب الآلة أنها بدقة 30 ميكرون. تلك الدقة نسبية بالنسبة للمرجع الذي تراه. إذا كان المرجع على القضبان والمستهدف على بعد 150 مم، أنت تقاتل علم المثلثات، ودائماً ما يفوز علم المثلثات.
الـFR-4 إس Sponge حي
الرافعة الهندسية سيئة بما فيه الكفاية، لكنها تفترض أن اللوحة نفسها مستقرة. ليست كذلك. نميل إلى التفكير في لوحات الدوائر المطبوعة كصفائح فولاذية، لكنها في الحقيقة مكونات من زجاج منسوج ومستحلب إيبوكسي. فهي أقرب إلى قماش صلب بدلاً من معدن مصقول.
FR-4 مادة حية ومتغيرة. تتنفس مع درجة الحرارة. عندما تقوم بتشغيل تجميع ذا وجهين، تمر تلك اللوحة عبر فرن إعادة التدفق للجانب الأول، حيث ترى درجات حرارة تصل إلى 240°C. تتوسع المادة. ألياف الزجاج تشد. تتصلب الراتنج أكثر. عندما تبرد، لا تعود بأبعادها الأصلية تمامًا. تنكمش، وتلتوي، وتشوه.
إذا كنت تتعامل مع دوائر مرنة أو مواد البوليميد، فإن هذه الحقيقة أكثر عنفاً. يمكن لللوحة المرنة أن تتمدد بشكل غير خطي، مما يعني أن زاوية واحدة قد تتوسع بمقدار 0.1 مم بينما يتوسع المركز بمقدار 0.3 مم.
من وجهة نظر الآلة، هذا كابوس. تقرأ علامات القضبان، وتقيس المسافة بينها، وتلاحظ أن اللوحة انكمشت بمقدار 0.5 مم طولياً. الآلات ذات الجودة العالية من ASM أو Mycronic لديها خوارزميات "تعويض الانكماش" التي تحاول تعويض هذا الخطأ عبر الجهاز عن طريق تحجيم إحداثيات الترتيب.
لكن هذا التحجيم يفترض أن التشويه خطي - أن اللوحة تمددت بالتساوي مثل رباط مطاطي. في الواقع، تشوهت اللوحة مثل إسفنجة مبللة تجف في الشمس. قد يكون التشويه المحلي بالقرب من BGA ذو النجم دقة مختلفة تمامًا عن التشويه بالقرب من الموصلات على الحواف. الآلة، التي تنظر فقط إلى القضبان، لا يمكنها معرفة ذلك. تطبق تصحيحًا عالميًا لمشكلة محلية.
هذا هو السبب أيضًا في ظهور مشكلات محاذاة الستنسيل التي تحاكي أخطاء الترتيب. إذا كان طابع الستنسيل الخاص بك يوائم مع تلك العلامات على القضبان، فهو يخمن أيضًا مكان الوسادات. تنتهي بك الأمور بت deposits من معجون اللحام على نصف الوسادة أو خارجها، والمكون مثبت على نصفه على المعجون أو خارجه. والنتيجة هو عيب إعادة تدفق مضمون.
الإصلاح المحلي

هناك طريقة واحدة فقط للتغلب على فيزياء التشويه والهندسة: علامات مرجعية محلية.
علامة مرجعية محلية هي علامة مرجعة توضع مباشرة بجانب المكون الدقيق. ونعني بـ "مجاورة" داخل نفس الكتلة الوظيفية، غالبًا على بعد 10-20 ملم من الهدف.
عندما تضغط على الآلة لاستخدام العلامات المرجعية المحلية، فإنك تغير اللعبة. تحرك الكاميرا إلى منطقة المكون، وتجد العلامات المحلية، وتعيد ضبط نقطة الأصل. الآن، ذراع الرافعة لأي خطأ تدويري هو عمليًا صفر. لا تهتم الآلة إذا كانت القضبان بعيدة 5 مم، أو إذا تشوهت اللوحة بمقدار 1 مم على طولها. فهي تهتم فقط بالعلاقة بين تلك العلامات المحلية والوسادات بجانبها مباشرة.
هذا يخلق "نافذة حقيقة" حول المكون. داخل تلك النافذة، الدقة النسبية عالية جدًا لأن المرجع فوري.
غالبًا ما يعترض المصممون على ذلك. ويقولون إنهم لا يملكون مساحة. ويريدون حفظ تلك المربع 1 مم × 1 مم للمسار أو الثقب. لكن عليك أن تسأل: ما هو تكلفة تلك المساحة مقابل تكلفة إعادة العمل؟ إذا كنت تضع QFN بمعدل 0.4 مم، أو BGA بمعدل 0.5 مم، أو موصل عالي الكثافة، فأنت لا تفاوض مع عامل؛ أنت تقاتل الرياضيات.
القاعدة الأساسية بسيطة: إذا كان معدل المكون 0.5 مم أو أقل، فإنه يتطلب علامات مرجعية محلية. إذا كان المكون BGA يحتوي على أكثر من 400 دبوس، فإنه يتطلب علامات مرجعية محلية. تتطلب علامتان للتصحيح من أجل التدوير—عادةً يوضعان diagonal على جسم المكون. علامة واحدة لا فائدة منها للتدوير؛ فهي تعطيك فقط الترجمة (X/Y).
اختصارات المصممين المفضلة (التي لا تعمل)

عندما يُقال لهم إنهم بحاجة إلى مراجع محلية، يحاول المصممون الأذكياء غالبًا خداع النظام. المحاولة الأكثر شيوعًا هي «الوصلة كبؤرة».
سيشيرون إلى وصلة بالقرب من المكون ويسألون، "ألا يمكنك فقط أن تخبر الكاميرا أن تنظر إلى ذلك الثقب؟"
لا.
يطوف موس الحفر الميكانيكي. غالبًا ما يكون تحمل موضع الثقب المثقوب +/- 0.1 ملم أو أسوأ، اعتمادًا على مجموعة المثاقب في مصنع التصنيع. علاوة على ذلك، يمكن أن يتسم الطلاء حول الثقب بعدم الانتظام. يعمل نظام الرؤية الآلية على التباين—تحديدًا، التباين بين النحاس/الذهب/اللحام اللامع والمغطس الداكن. الوصلة هدف بصري فوضوي. لها عمق وظلال وحواف غير منتظمة.
استخدام وصلة كنقطة محاذاة كأنه يحاول معايرة بندقية قناص باستخدام هدف مرسوم على بالونة تنفخ في الهواء. أنت تُدخل خطأً أكبر إلى النظام مما تزيله.
وبالمثل، لا تعتمد على فتحات الطلاء اللحامي للوسادات نفسها. تحمل موضع تسجيل الطلاء اللحامي فضفاض (حوالي +/- 75 ميكرون). تعتبر وسادة النحاس الشيء الوحيد المهم كهربائيًا، لذا يجب أن يتم نقش علامة المحاذاة في نفس طبقة النحاس كالوسادة. هذه هي الطريقة الوحيدة لضمان تحركها معًا.
الخط النهائي
هذا ليس حول كيفية إعداد هذه في برنامج CAD الخاص بك—هذه درس يمكن أن تجده في مكان آخر. الأمر يتعلق ببقاء عملية الإنتاج الخاص بك.
المرجعيات العالمية على القضبان تجعل اللوحة تدخل الآلة. تتعامل مع المحاذاة الخشنة المطلوبة لنقل اللوحة وتوضع الأجزاء الكبيرة والمسامحة مثل المكثفات الإلكتروليتية أو المحاثات الكبيرة.
ولكن المرجعيات المحلية توصل الجزء إلى الوسادات. إنها الدفاع الوحيد ضد الانحراف، والتواء، وتمدد واقع عملية التصنيع. حذفها لتوفير المساحة هو اقتصاد زائف. توفر ميلليمتر واحد من FR-4، لكن تدفع ثمن ذلك بساعات عمل الفنيين، وتكاليف فحص الأشعة السينية، و«القصاصات المكلفة» من لوحة مُهملة.
صمم وفقًا لواقع المادة، وليس كمال الشبكة.