في التصنيع ذو التنوع العالي، تعتبر المكونات ذات الأشكال الغريبة عدو السرعة. هذه هي الموصلات، رؤوس التوصيل، والمحولات الثقيلة التي ترفض أن تُركب على السطح، مطالبَة بعملية ثقب من خلال بعد أن تم إعادة تدفق باقي اللوحة.
عند مواجهة لوحة SMT 90% وقطعة غريبة 10% من خلال الثقب، غالبًا ما يكون الغريزة توجيهها إلى آلة لحام انتقائية. يبدو دقيقًا. يبدو حديثًا. يتطلب تكلفة أدوات صفرية.
وغالبًا، يكون أيضًا، فخًا.
بينما تقدم اللحام الانتقائي دقة قابلة للبرمجة، فإنه يفرض عقوبة قاسية على الإنتاجية. مراقبة فوهة انتقائية تعبر اللوحة لضرب 400 نقطة فردية هو تمرين على الصبر لا تسمح به خطوط الإنتاج ذات الحجم الكبير. إذا كانت الخط تعمل بسرعة دورة 45 ثانية، فإن دورة اللحام الانتقائية التي تستمر 12 دقيقة ليست خطوة عملية، إنها موقف للسيارات. البديل—اللحام اليدوي—أسوأ، ويقدم تكاليف عمل هائلة وعدم تناسق التعب من الإنسان.

الحل الهندسي الذي يجسر هذه الفجوة هو صحن موجة اللحام المخصص. من خلال حماية مكونات SMT وكشف الأرجل فقط للثقب عند موجة اللحام، نحول عملية متسلسلة إلى عملية متوازية. ومع ذلك، فإن تصميم صحن وظيفي ليس مجرد قطع ثقوب في مادة مركبة. إنه مشكلة في ديناميات السوائل، إدارة الحرارة، وعلوم المواد. اعتبر موجة اللحام بحيرة بسيطة من المعدن الساخن، وسوف تصمم جهازًا يخلق المزيد من العيوب مما يمنع.
الهدرو ديناميكا في صندوق
التحدي الأساسي في تصميم صحن الموجة هو أنه يجبر لحام المذاب على التصرف بطرق غير طبيعية. يتم تصميم آلة الموجة القياسية للغسل على لوحة مسطحة ومفتوحة. عند إدخال صحن، تطلب من اللحام التدفق لأعلى إلى جيب عميق وضيّق، وتبليل الوصل، ثم الانسحاب دون سحب اللحام مرة أخرى أو ترك جسور خلفه.
ثم هناك تأثير الظل. إذا كانت جدران فتحة الصحن سميكة جدًا، فتعمل كحاجز أمواج. حيث تمر اللوحة فوق الموجة، يدفع الحافة الأمامية لجدار الصحن تدفق اللحام للأسفل، مما يخلق ظل اضطراب خلفه. لا يرى الدبوس الموجود في ذلك الظل الموجة، مما يؤدي إلى تخطي—وصلة مفتوحة تتطلب إعادة عمل يدوية. لمواجهة ذلك، يجب أن تكون جدران الفتحة مشطوفة من جانب اللحام لتوجيه التدفق إلى الدبوس. إزالة المكون ليست كافية، يجب توجيه التدفق بشكل صحيح.
هناك أيضًا العدو الخفي: احتجاز الغاز. يُنتج التدفق غازًا عندما يصطدم بالمدفئات و الموجة. على لوحة مفتوحة، يتبدد هذا الغاز للأعلى. داخل فتحة الصحن، وبشكل خاص عندما تكون محكمة الإغلاق ضد لوحة الدائرة المطبوعة لحماية المقاومات 0402 القريبة، لا يوجد مكان للغاز للذهاب إليه. يتكون فقاعة حول الوصلة، مما يمنع اللحام من ترطيب الوسادة. يتضمن الصحن المهندس بشكل صحيح قنوات تصريف الغاز، وهي ممرات صغيرة تسمح بخروج أبخرة التدفق دون السماح بدخول اللحام. بدونها، ستشاهد وصلة تبدو مثالية ولكنها مفتوحة كهربائيًا لأنها محاطة بفراغ دقيق من بخار الرزين.
حرب المادة: التيتانيوم مقابل المركب
القيود الأساسية في تصميم الصحن هي منطقة الحفاظ على الابتعاد — المسافة بين دبوس الثقب الذي تحتاج إلى لحامه وأقرب مكون SMT بحاجة للحماية. تحدد هذه المسافة سمك جدرانك، وسمك جدرانك يحدد اختيار المادة.
إذا كانت لديك 3 مم أو أكثر من الفجوة، فإن الخيار بسيط. مواد التركيبات المركبة القياسية مثل Durostone أو Ricocel تعمل بشكل جيد. فهي فعالة من حيث التكلفة، سهلة المعالجة، وتتحمل الصدمة الحرارية لموجة اللحام عند 260°C بشكل جيد. يمكنك تجهيز حائط بسماكة 3 مم سيبقى على قيد الحياة لآلاف الدورات دون تدهور.
تنهار تلك المعادلة عندما ينخفض التباعد عن 1مم.
نحن نرى غالبًا المصممين يضعون موصل USB-C أو مشبك تثبيت نقر بسيط على بعد ملليمترات قليلة من مكون بلاستيكي حساس. في هذه السيناريوهات، سيكون لزم استحداث جدار مركب ليُشُكَّ إلى 0.5مم أو أقل. عند ذلك السمك، تفقد المواد المركبة سلامتها الهيكلية، وتصبح هشة، ومعرضة للتشقق تحت ضغط حراري، والأسوأ من ذلك، تمتص التدفق وتبدأ في التقشر، وتتحول إلى فوضى إسفنجية بعد قليل من عمليات الإنتاج.
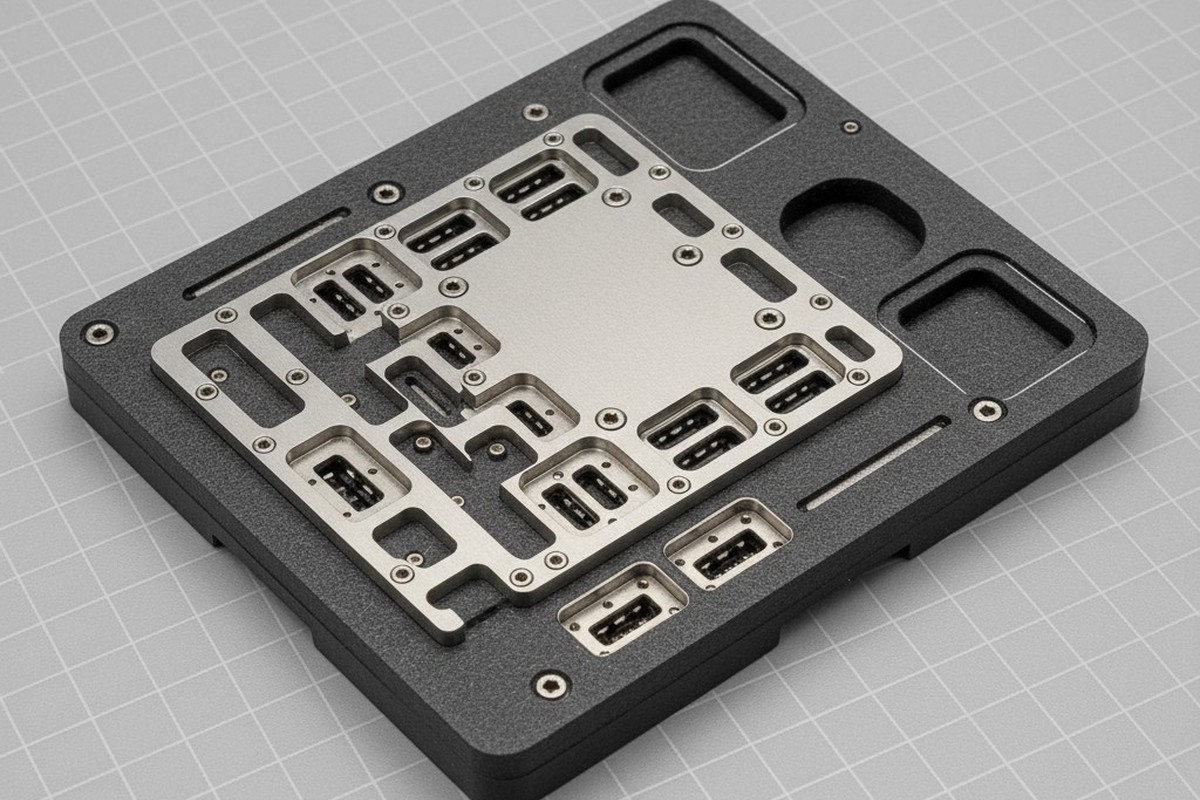
مرحبًا بدرجة التيتانيوم 5.
عندما يكون التباعد ضيقًا، نقوم بتصنيع إدخال تيتانيوم مخصص ونثبته في الحامل المركب باستخدام براغي. يتيح التيتانيوم جدرانًا بسمك يصل إلى 0.4مم تظل قوية وغير نفاذة للتدفق. إنها ترقية باهظة الثمن، غالبًا تضيف $400-$600 إلى تكلفة الأداة، لكنها الطريقة الوحيدة للحام لوحات عالية الكثافة بدون جسور.

هناك جدل صحيح يتعلق بالثيرموديناميكا: التيتانيوم معدن، والمعادن توصل الحرارة. يمكن أن يعمل إدخال التيتانيوم الكبير كمشتت حراري، يسرق الطاقة الحرارية من وصلة اللحام ويتسبب في عيب "لحام بارد". هذا خطر حقيقي. ومع ذلك، يتم التخفيف من ذلك من خلال ملفات تعريف التسخين المسبقة العدوانية، والغرابة، سمك الجدار نفسه. جدار تيتانيوم سمكه 0.5مم يمتلك كتلة حرارية قليلة جدًا مقارنة بمخزون موجة اللحام الضخم. والمقايضة تكون دائمًا في مصلحة الإدخال المعدني عندما يكون الفضاء محدودًا.
الاحتفاظ بالطفو
الجاذبية عادة تكون صديقنا في اللحام، لكن ليست مع المكونات غير الشكلية. العديد من موصلات الثقوب المارة، خاصة تلك ذات الأجسام البلاستيكية، تعتبر عائمة بشكل مدهش. عندما تضرب اضطرابات الموجة الفوضوية، تميل إلى الطفو. رأس يتماشى مع التكديس أثناء التجميع قد يخرج من الموجة وهو منحرف، أو "يتزلج" 1مم عن سطح اللوحة.

يوفر منصة منصة هنا ميزة ميكانيكية لا تستطيع التلحيم الانتقائي تقديمها: القدرة على استخدام "القبعات العلوية" أو clips القابضة. يتم دمجها في النصف العلوي من الأداة (أو غطاء منفصل) لتثبيت جسم المكون مقابل لوحة الدوائر خلال عملية اللحام.
إذا كنت تتعامل مع موصلات الزاوية اليمنى أو محولات ثقيلة، فإن التناسب الاحتكاكي البسيط في الثقب المصفح نادرًا ما يكون كافيًا للحفاظ على الجزء بشكل صحيح. لقد رأينا مجموعات كاملة من اللوحات تفشل في مراقبة الجودة لأن موصلًا طفو 2 درجة خارج المحاذاة، مما يجعله مستحيلًا للاستخدام في العلبة النهائية. حلاً ميكانيكيًا عبر منصة مخصصة مع رفعات من التيتانيوم يعمل على حل المشكلة، ويضمن أن كل جزء يجلس بشكل مستوي، في كل مرة.
عائد الاستثمار من NRE
نقطة التوقف لمعظم المشاريع هي تكلفة الهندسة غير المتكررة (NRE). يمكن أن يكلف منصة موجة مع إدخالات وتثبيتات من التيتانيوم بين $1,200 و $2,000. بالنسبة لمسؤول المشتريات الذي ينظر إلى جدول بيانات، يبدو أن المبلغ كبير مقارنة بأدوات الآلات "المجانية" أو لفافة من شريط كابتون.
هذه فشل في حساب التكلفة الإجمالية للملكية.
خذ فخ "شريط كابتون". من الشائع أن يُسأل إذا كان بإمكاننا ببساطة تغطية أجزاء SMT بشريط درجة حرارة عالية وتشغيل اللوحة خلال الموجة. الشريط رخيص. اليد العاملة ليست كذلك. تطبيق الشريط على 500 لوحة ثم تقشير هذا الشريط بعد الموجة هو استهلاك كبير للوقت والعمل. كما يترك بقايا لاصقة تتطلب التنظيف الكيميائي. إذا كانت لديك أكثر من 200 لوحة، فإن تكلفة العمل للتغطية ستتجاوز تكلفة المنصة.
وبالمثل، انظر إلى زمن الدورة. إذا سمح لك منصة بلحام لوحة في 45 ثانية مقابل 8 دقائق في آلة انتقائية، فإن الأداة تدفع نفسها من خلال وقت الجهاز فقط خلال أول 1000 وحدة. ليست منصة ملحقًا، بل استثمار رأسمالي في الإنتاجية.
عند تقييم تصميم جديد، ابدأ بمراجعة التباعدات أولاً. إذا كانت لديك المساحة، فإن المواد القياسية تعمل بشكل رائع. إذا كنت تحد من المساحة، فإن التيتانيوم يمنحك الهوامش التي تحتاجها. لكن لا تدع تكاليف الأدوات الأولية تخيفك بعيدًا عن العملية الوحيدة التي يمكنها مواكبة سرعة خط SMT الخاص بك.