الفشل غير المرئي
أخطر لوحة في تجميع عالي الاعتمادية ليست التي تفشل في الاختبار الوظيفي. هي التي تمر. يمكنك حمل لوحة تحت الضوء، ورؤية لحمة السطح المثالية، والموافقة على الدفعة، ولكن إذا كان هذا المفصل مقدرًا لمقعد طائرة فضائية أو جهاز طبي، فإن الفحص البصري هو في الحقيقة كذب.
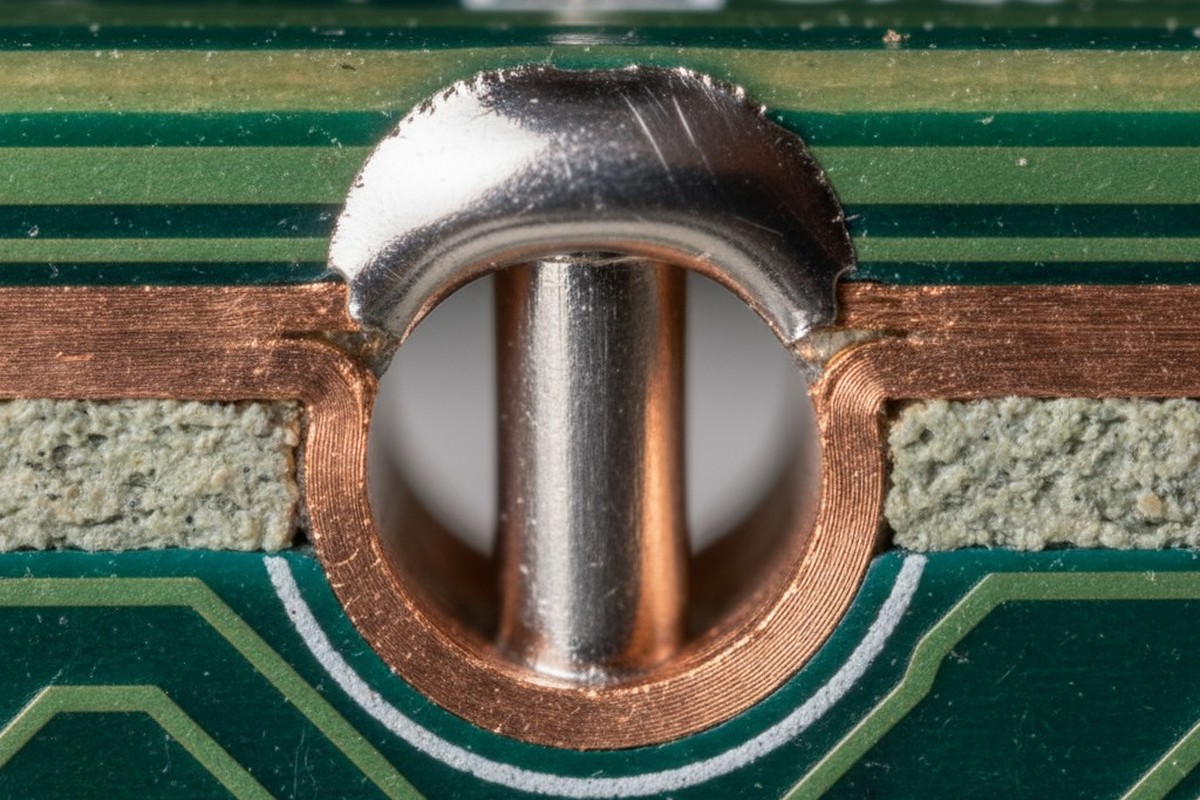
تفرض الفيزياء أن اللحمة المثالية على الوسادة العلوية لا تضمن عمودًا صلبًا من اللحام داخل القناة. في التصنيع من الدرجة 3، حيث تطالب J-STD-001 بملء عمودي 75% (وغالبًا 100% حسب ملاحق العقود)، فإن الفحص البصري
الحكم العادل الوحيد هنا هو التحليل بالأشعة السينية أو القطع العرضي الكاسر. عندما تقص لوحة العينة وتلمع المقطع العرضي، أنت لا تبحث عن الحرفية؛ أنت تبحث عن أدلة على معركة بين حركة الشعيرات الحرارية والديناميكيات الحرارية. عندما يفشل اللحام في الصعود، نادراً ما يعني ذلك أن ارتفاع الموج كان منخفضًا جدًا. عادةً ما يعني أن تصميم اللوحة جعل الصعود مستحيلاً ماديًا.
هندسة قفل الغاز
المتهم الأساسي في سوء الامتلاء الرأسي هو تقريبًا دائمًا نسبة الثقب إلى الساق. غالبًا ما يعامل المصممون وفرق الشراء دبابيس المكونات والثقوب الموصلة المطلىة (PTH) على أنها هندسة بسيطة "توبيس أ في فجوة ب". إذا كان الساق يناسب، يتم الموافقة على التصميم. لكن في لحام الموجة، ليس الثقب مجرد خانة؛ إنه قناة ديناميكية سائلة.
شاهد ما يحدث عندما يستبدل المشتري دبوس دائري بآخر مربع لتوفير جزء من سنت واحد. قد يتجاوز القطر القطري لذلك الساق المربع جدار الثقب تقنيًا، لكن الزوايا تخلق جيوبًا ضيقة حيث يتم حجز غاز التدفق. عندما تضرب الموجة أسفل اللوحة، ينشط التدفق ويطلق الغاز. إذا لم يكن هناك حلقة - لا وجود لممر هوائي واضح حول الساق - فلا مكان يذهب إليه هذا الغاز. يتكون على شكل فقاعة مضغوطة داخل الأنبوب.
تحاول دفع اللحام السائل ضد جيبة غاز ذات ضغط عالٍ. العلم يفوز في كل مرة. يتوقف اللحام، يبقى الغاز، وتحصل على ثقب انفجار أو فراغ.

هذه المشكلة تكون أكثر عدوانية مع عمليات Pin-in-Paste (PIP). حجم المعجون يضيف متغيرًا آخر إلى معادلة الغاز، لكن القاعدة الأساسية تظل: يجب أن يفرغ الغاز لكي يدخل اللحام.
لتحقيق ملء من الدرجة 3، تحتاج إلى حلقة فارغة معينة. توصي جمعية IPC بنطاقات، لكن التجربة تيوضح أنه للوحة بسماكة من 0.062″ إلى 0.093″، تحتاج إلى فجوة تقريبًا 0.010 إنش (10 مل) فوق قطر الساق. إذا كنت تعمل مع ساق بقطر 0.028″ وثقب مكتمل بقطر 0.032″، لديك فجوة قدرها 4 مل، وهو ما يعادل 2 مل على كل جانب إذا كانت مركزة تمامًا. هذا يشبه محاولة شرب مخفوق الحليب باستخدام ملعقة قهوة. الضغط الشعيري المطلوب لتجاوز الاحتكاك والضغط العكسي لغاز التدفق مرتفع جدًا. سيتصل اللحام بالأسفل قبل أن يصل إلى الأعلى.
السطو الحراري
حتى إذا سمحت الهندسة بالتدفق، غالبًا ما يتصرف اللوح نفسه كمعتدٍ عدواني. غالبًا ما نعتبر لوحة الدوائر المطبوعة حاملة سلبية، ولكن من الناحية الحرارية، فإن لوحة متعددة الطبقات تعتبر مبرد حرارة ضخم.
خذ وحدة خلفية للخادم مكونة من 14 طبقة مع ألواح أرضية ثقيلة على الطبقات 4 إلى 10. عندما تصل اللوحة إلى الموجة، يكون اللحام عند 260°C (لنظام SAC305)، ولكن البرميل النحاسي بارد. في اللحظة التي يلامس فيها اللحام السائل جدار البرميل، تمتص الألواح الأرضية الداخلية تلك الطاقة الحرارية على الفور. يتجمد اللحام مقابل الجدار قبل أن يتمكن من الصعود. لا يهم مدى ارتفاع الموجة؛ لا يمكنك دفع السائل عبر سدادة مجمدة.
هنا غالبًا ما ينشأ الجدل حول "اللَحْم الانتقائي". يفترض المهندسون أن اللَحْم الانتقائي يصلح ذلك لأنه أكثر دقة، لكن الأواني الانتقائية لها كتلة حرارية أقل بشكل كبير من نفق الموجة الكامل. إذا لم تتمكن من ملئها على الموجة، فستواجه صعوبة أكبر على آلة انتقائية بدون تسخين مسبق قوي.

لن تحل هذه المشكلة بدرجة حرارة الوعاء فقط. الحل الحقيقي يكمن في نقع التسخين المسبق. عليك تشبع نواة اللوحة. الهدف هو الوصول إلى "ركبة" الثقب — الهيكل الداخلي للنحاس — إلى ما لا يقل عن 110°C أو 120°C قبل أن يلامس الموجة. أنت تقلل من "دلتا تي" (فرق درجة الحرارة) بين اللحام والنحاس. إذا كانت اللوحة ساخنة بما فيه الكفاية، يبقى اللحام سائلاً طويلًا بما يكفي ليصعد البرج. إذا اعتمدت على الموجة لتسخين البرميل، فقد خسرتم بالفعل.
لا يمكنك إصلاح التصميم بواسطة ارتفاع الموجة
رد الفعل الشائع على أرض المعمل عندما تنخفض معدلات الملء هو "زيادة المعلمات". يزيد المشغلون من سرعة المضخة لرفع ارتفاع الموجة أو يبطئون الناقل إلى أدنى مستوى لزيادة زمن التوقف. هذا فعلاً محاولة لفرض قوانين الفيزياء بقوة.
زيادة ارتفاع الموجة يزيد من الضغط الهيدروستاتيكي، نعم، لكنه يزيد بشكل رئيسي من خطر الجسور والدوائر القصيرة على الجانب السفلي. زيادة زمن التوقف — ترك اللوحة تجلس في الموجة لفترة أطول — أمر أكثر خطورة. إذا توقفت طويلاً جدًا، تخاطر بنزع النحاس مباشرة من ركبة الثقب أو ذوبان الحلقة الحلقية. قد تحصل على التعبئة، لكنك تدمّر السلامة المعدنية للثقب.
التصحيح اليدوي أو "التصحيح السطحي" من الأعلى بنفس القدر من الخطورة بالنسبة للفشل من الفئة 3. إضافة لحام سلكي من الأعلى يخلق واجهة "اتصال بارد" حيث يلتقي اللحام الجديد باللحام القديم داخل البرميل. يبدو ممتلئًا، لكنه من الناحية الهيكلية نقطة ضعف ستتكسر تحت الاهتزاز.
مخطط الحفر هو نافذة العملية
لا يوجد تفاعل سحري ولا إعداد آلة مثالي يعوض لوحًا من 24 طبقة مع ثقوب بمسافات 3 ميل وغياب التخفيف الحراري الكافي. نحن نتخطى أساسيات صيانة الآلة هنا — مع افتراض أن فوهتك نظيفة والمروحة تعمل — لأنه لا تصليح لأي مخطط حفر سيء بصيانة واحدة.
إذا أردت تعبئة من الفئة 3، فإن العمل يحدث في برنامج CAD قبل أن تصل اللوحة إلى قدر لحام الموجة. يجب تصميم الثقب ليتنفس (النسبة) ولوحة لتحمل الحرارة (تخفيف حراري). إذا لم يأخذ التصميم في الاعتبار ديناميات السوائل والديناميات الحرارية، فإن الشيء الوحيد الذي ستقوم بصنعه هو الخردة.