El defecto casi siempre es visible si sabes cuándo mirar, pero la mayoría de los ingenieros de procesos están mirando en el momento equivocado. Caminas por la línea, revisas la impresora y ves un depósito nítido y cuadrado en las almohadillas. La definición es nítida. El volumen es correcto. La máquina SPI (Inspección de Pasta de Soldadura) da luz verde. Sin embargo, veinte minutos después, después de que la misma placa ha recorrido la cinta transportadora y salió del horno de reflujo, estás mirando un QFN puenteado o un vacío masivo debajo de un FET de alimentación.

El instinto inmediato es culpar al perfil de reflujo o al diseño de la abertura de la plantilla, pero el crimen no ocurrió en el horno. Ocurrió en los diez minutos que la placa estuvo esperando en la cinta transportadora.
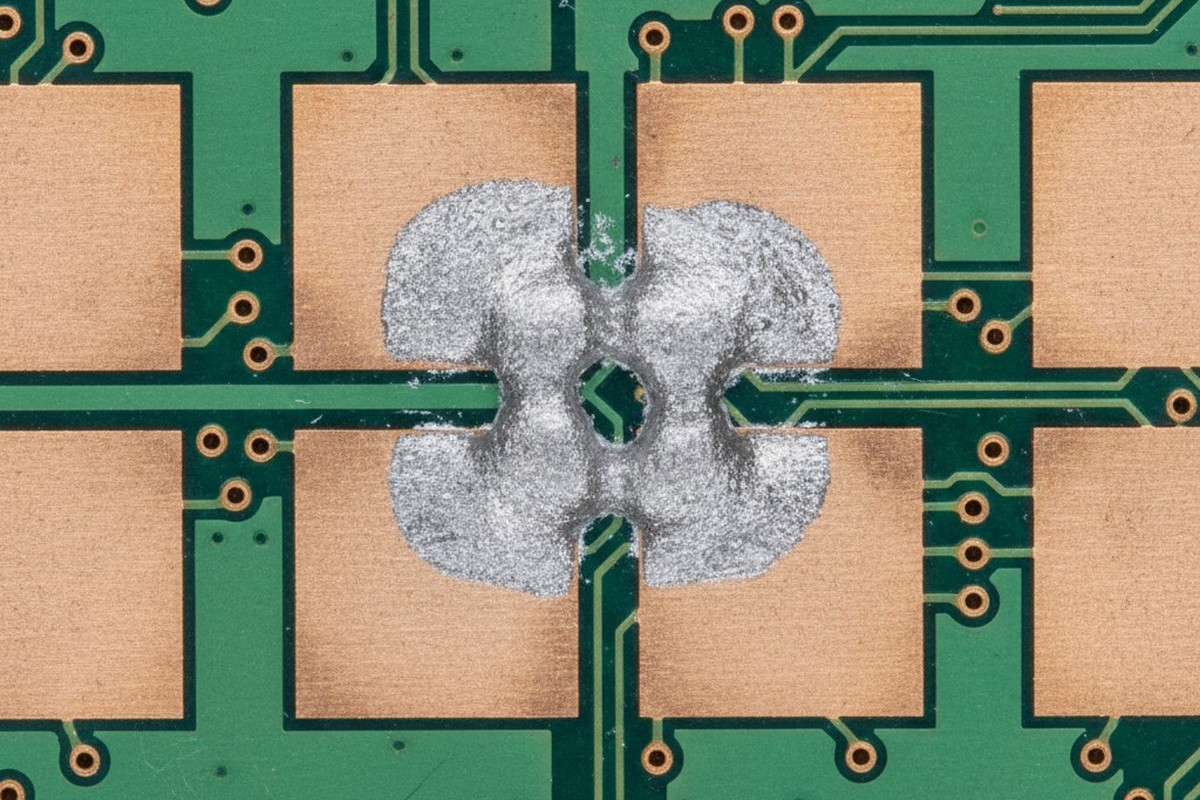
Llamamos a esto “hundimiento en frío”, el asesino silencioso de la primera tasa de pase (FPY). Técnicamente un fluido, la pasta de soldadura comienza a relajarse y a esparcirse bajo su propio peso antes de que vea calor. En un entorno de laboratorio prístino, este efecto es mínimo. Pero en una fábrica real—donde la humedad fluctúa y el aire acondicionado lucha contra el calor de los hornos de reflujo—el hundimiento en frío convierte depósitos afilados en ladrillos en masas amorfas que tocan a sus vecinos. Para cuando la placa entra en la zona de precalentamiento, el puente ya se ha formado. Ningún ajuste en el perfil separará dos almohadillas que ya se fusionaron. El calor no es el problema. La física de la pasta a temperatura ambiente es.
La Física del Colapso
Para entender por qué la pasta falla sin hacer nada, mira el material en sí. La pasta de soldadura no es solo pegamento. Es una suspensión densa de esferas metálicas (polvo) flotando en un vehículo químico (flux). La magia de la impresión depende de la tixotropía. Cuando la rasqueta empuja la pasta a través de la plantilla, la fuerza de corte reduce la viscosidad de la pasta, permitiendo que fluya como líquido en las aberturas. El momento en que la rasqueta pasa y la plantilla se levanta, esa fuerza de corte se detiene. Idealmente, la pasta debe recuperar instantáneamente su alta viscosidad y “congelarse” en esa forma de ladrillo perfecta.
Pero la recuperación nunca es instantánea, y nunca es permanente. El vehículo de flux lucha constantemente contra la gravedad y la tensión superficial. Si la viscosidad no se recupera lo suficientemente rápido, las partículas metálicas pesadas—recuerda, esto es principalmente estaño y plata—arrastras el flux hacia afuera. Este es el hundimiento: un colapso en cámara lenta. En un QFP de paso de 0.5mm o una almohadilla térmica de QFN ajustada, solo tienes unos pocos mils de espacio. Si la pasta se hunde solo 10%, ese espacio desaparece.
Los ingenieros a menudo intentan combatir esto rediseñando la plantilla. Solicitan aberturas de “platillo de casa” o “platillo de casa invertido” para reducir el volumen de pasta, esperando que menos pasta signifique menos esparcimiento. Esto es una venda de ingeniería a un problema de física. Reducir el volumen te da menos soldadura para formar la junta, lo que potencialmente lleva a déficits o enlaces mecánicos débiles, y no resuelve el problema raíz. Si la rheología de la pasta está rota, una deposición más pequeña todavía se hundirá; solo tomará unos minutos más hacerlo.
La Amenaza Hidroscópica
El principal impulsor de esta ruptura de viscosidad generalmente no es la formulación de la pasta en sí—las pastas SAC305 Tipo 4 modernas son químicamente robustas. Es un ingrediente invisible: el agua. Las químicas de flux son naturalmente higroscópicas. Absorben humedad del aire como una esponja. Cuando dejas un frasco abierto o un montón de pasta en la plantilla, extrae activamente moléculas de agua del aire de la fábrica.
El agua absorbida destruye el delicado equilibrio químico del flux. Actúa como un diluyente, reduciendo drásticamente la viscosidad y arruinando la resistencia al hundimiento. Puede que no lo veas a simple vista, pero un viscosímetro mostraría que la tensión de fluencia cae en picado. Si el nivel de humedad relativa (RH) de tu planta es del 70% porque es un martes lluvioso y el gerente de la instalación intenta ahorrar en control climático, tu pasta se degrada exponencialmente más rápido de lo que dice la hoja de datos.
Las consecuencias van más allá de simplemente puentes. Esa agua no solo se queda allí; hierve. Cuando la placa entra en el horno de reflujo, el agua atrapada en la pasta se convierte en vapor al instante. Esta microexplosión rompe en pedazos el polvo de soldadura. Si buscas “formación de bolas de soldadura” o “ostras de medio-chip”的intermitentes—esas pequeñas esferas metálicas adheridas a un lado de un capacitor—deja de mirar la rampa de tu perfil de reflujo. Probablemente estás hirviendo agua. El vapor crea vacíos dentro de la unión y dispara bolas de soldadura afuera de ella. Estás luchando contra un problema de humedad que se disfraza de uno térmico.
La Cadena Fría Rota

Sin embargo, el error de manejo más grave sucede antes de que la pasta incluso llegue a la impresora. Ocurre en la transición del almacenamiento a la línea. La pasta de soldar es perecedera. Se almacena a 4°C para pausar la reacción química entre el flujo y el polvo. Si esa reacción avanza, el flujo se consume mientras está en el frasco. Pero el almacenamiento en frío crea una trampa.
Considera la línea de tiempo de un “lote defectuoso”. Los registros muestran que la pasta fue sacada del refrigerador a las 7:00 AM para el inicio del turno. El defecto—puentes masivos y vacíos—empieza a aparecer a las 9:00 AM. El operador afirma que siguió el procedimiento. Pero si miras detenidamente en el registro de “salida de pasta”, podrías descubrir que el frasco fue abierto inmediatamente. Cuando abres un frasco a 4°C en una habitación a 25°C con humidité 60%, la condensación se forma instantáneamente en la superficie fría de la pasta. Piensa en una cerveza fría sudando en un patio: es la misma física. Esa condensación es agua pura, y acabas de mezclarla directamente en tu química.
El equipo de almacenamiento en sí mismo suele ser un culpable. Es común ver una fábrica con líneas SMT de millones de dólares que depende de una mini-nevera de dormitorio $90 para almacenar inventario por valor de cincuenta mil dólares. Estos electrodomésticos de consumo tienen una histéresis térmica terrible. Ciclan salvajemente, a veces congelando la pasta (lo cual arruina permanentemente la suspensión del flujo) y otras veces permitiendo que suba hasta 15°C. Si la pasta se congela, el flujo se separa. No hay mezcla que lo arregle. Si ves separación o “costra” en un nuevo frasco, revisa el refrigerador, no al proveedor.
Un mito extendido sugiere que puedes ‘templar rápidamente’ la pasta poniendo el frasco en un calentador o mezclándola vigorosamente. Esto es falso. La única forma segura de templar la pasta es sacarla del refrigerador y dejarla reposar, sellada, a temperatura ambiente durante al menos cuatro a ocho horas. Si no planificaste con anticipación y necesitas pasta ahora, estás de suerte. Romper la tapa antes de tiempo garantiza la entrada de humedad.
Raspar el Fondo
El enemigo final del rendimiento es la frugalidad mal ubicada. La pasta de soldar es cara, a menudo cuesta cientos de dólares por kilogramo. Esto lleva a gerentes y operadores a tratarla como oro líquido, tratando de ahorrar cada gramo. Ves operadores raspando la pasta seca y costrosa de los bordes lejanos del recorrido de la espátula y devolviéndola al frasco, o mezclándola con pasta fresca.

Esta ‘economía del raspador’ es matemáticamente ruinosa. Esa pasta usada ha estado expuesta al aire durante horas. Su flujo está agotado, su viscosidad acabada. Ha absorbido humedad y oxidación. Al mezclarla nuevamente, contaminas el material fresco. Considera la proporción: 50 gramos de pasta desperdiciada cuesta quizás tres dólares. Una sola tarjeta BGA reprocesada cuesta cincuenta dólares en tiempo de técnico, además del riesgo de desechar toda la PCB. Si ahorras tres dólares arriesgando cincuenta, no estás ahorrando dinero.
De manera similar, existe una presión constante para extender la vida útil. “Caducó la semana pasada, ¿aún podemos usarla?” La respuesta siempre debe ser no. La degradación química del flujo no es una sugerencia; es una realidad. El riesgo de vacíos y juntas abiertas aumenta diariamente después de la fecha de caducidad. Si haces esta pregunta, la gestión de inventario es el problema, no la fecha de vencimiento.
La Disciplina es la Solución
La solución al hundimiento por frío y a los defectos de ‘misterio’ rara vez es una aleación nueva y costosa o una plantilla recubierta de nanomaterial. Es disciplina aburrida y rigurosa. Consiste en comprar un termómetro y un higrómetro $20 y colocarlos justo al lado de la impresora. Es hacer cumplir un estricto tiempo de “No abrir” en la pasta sacada del almacenamiento en frío. Es capacitar a los operadores para que desechen la pasta que ha estado en la plantilla demasiado tiempo, en lugar de tratar de salvarla.
El control del proceso supera a la ciencia de materiales. Puedes usar la pasta más cara y resistente al hundimiento, tipo 5, en el mundo, pero si la tratas como suciedad—si la dejas mojarse, congelarse o dejarla afuera durante 24 horas— fallará. Por otro lado, una línea disciplinada puede usar SAC305 estándar en un entorno controlado y lograr tasas de defectos casi nulas. La pasta suele funcionar. Asegúrate de que el ambiente lo permita.