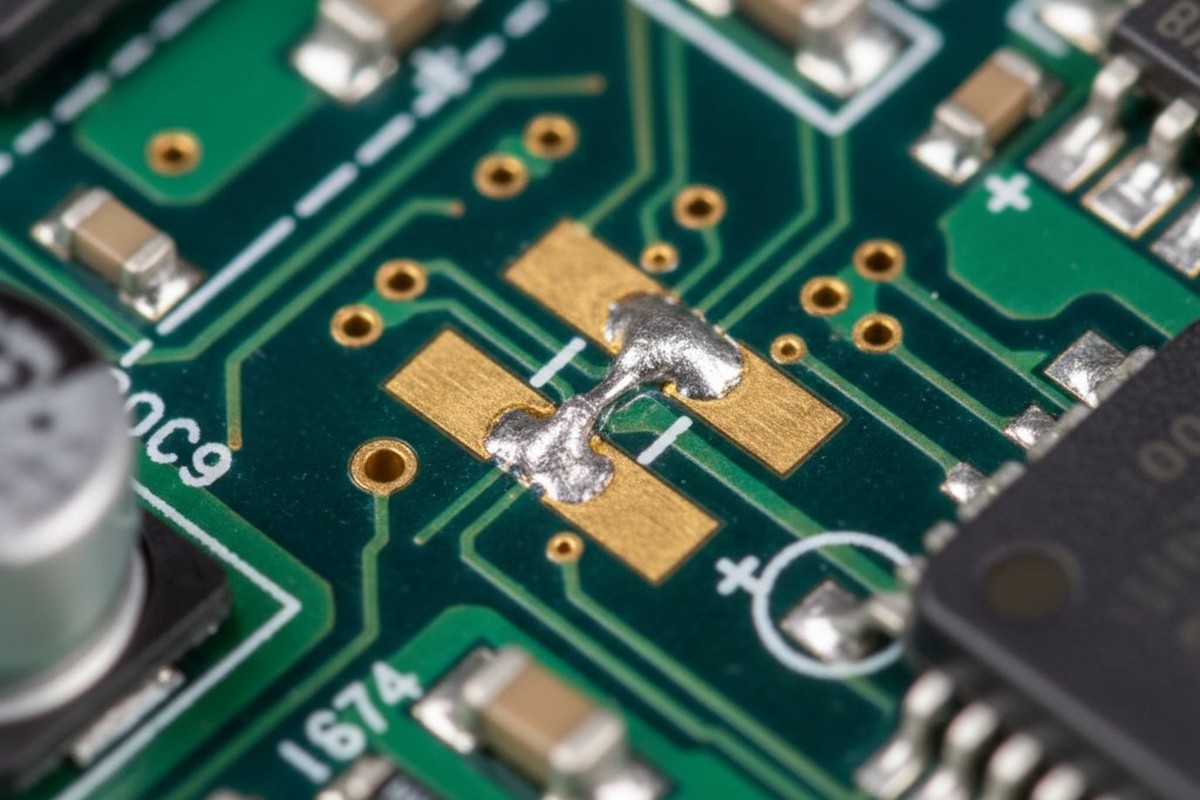
El sonido más caro en la fabricación de electrónica es el silencio de una placa que debería haber arrancado. Cuando pones esa placa muerta bajo el microscopio, esperando ver un capacitor quemado o un diodo colocado al revés, a menudo encuentras algo mucho más insultante: un puente microscópico de soldadura que conecta dos pines en un conector de paso de 0.4mm. Un defecto de fabricación $2 acaba de desechar un ensamblaje $500.
La mayoría de los diseñadores culpan inmediatamente a la casa de ensamblaje. Asumen que las aberturas en la plantilla eran demasiado anchas o que el perfil de reflujo demasiado caliente. Pero generalmente, la falla ya estaba incorporada meses atrás durante la fase de diseño, cuando se decidió ignorar la realidad física de la soldadura líquida. Si no hay una barrera física entre dos pads, la soldadura intentará fusionarse. Eso es una ley de la física, y se aplica estrictamente.
La Física del Puente
Cuando la pasta de soldar se derrite en el horno de reflujo, deja de ser una pasta arenosa y se convierte en un fluido con alta tensión superficial. Quiere minimizar su área superficial. Idealmente, se moja con la almohadilla y el plomo del componente, formando un filete adecuado. Pero en componentes de paso fino—todo por debajo de 0.5mm—las almohadillas están peligrosamente cerca. Si falta la barrera de máscara de soldadura (esa fina franja de aislamiento entre almohadillas), nada detiene a ese fluido fundido de alcanzar a su vecino.

Algunos ingenieros intentan resolver esto 'perdiendo' la unión—reduciendo la abertura en la plantilla para depositar menos pasta. Es un remedio común, a menudo sugerido en foros cuando alguien intenta salvar un diseño deficiente. Aunque reducir el volumen de pasta puede disminuir la probabilidad de un puente, no elimina el mecanismo de falla. Si tienes un BGA o QFN de 0.4mm de paso y confías únicamente en la tensión superficial para mantener la soldadura en su lugar, estás apostando. Una ligera desalineación, una vibración en el horno o una variación menor en la actividad del flux harán que la soldadura atraviese el espacio. La única cosa que detiene confiablemente esta acción capilar es una pared física: la barrera de máscara de soldadura.
La Geometría del Fragmento
El problema es que no puedes simplemente dibujar una barrera y esperar que exista. La máscara de soldadura es un material físico—generalmente un epoxi fotoimprimible líquido (LPI)—que debe ser impreso, curado y desarrollado. Como cualquier material, tiene un punto de quiebre. Si diseñas una fracción de máscara demasiado delgada, no adherirá a la base de FR4. Se despegará durante la fabricación, flotando en el tanque de desarrollo o, peor aún, astillándose más tarde y contaminando el ensamblaje.
De aquí provienen los errores de 'Anillo Rosa' o 'Anillo Púrpura' en tu herramienta CAD. Cuando tu DRC (Verificación de Reglas de Diseño) detecta una violación de 'Fragmento de Máscara', no intenta molestarte. Te está diciendo que la geometría que solicitaste es físicamente imposible de crear para el proceso químico estándar.
Los procesos de fabricación estándar generalmente requieren una barrera de máscara mínima de 4 mil (aprox. 0.1mm) para garantizar la adhesión. Las tiendas 'HDI' avanzadas podrían reducir esto a 3 mil. Pero mira las matemáticas para un componente de 0.4mm de paso. Si las almohadillas son de 0.25mm de ancho, la separación entre ellas es solo de 0.15mm (aprox. 6 mil). Si necesitas una barrera de 4 mil y debes tener en cuenta la expansión de la máscara (tolerancia de registro) para que la máscara no invada la almohadilla, no te queda espacio. Simplemente te has quedado sin espacio físico para el aislamiento.
Esta trampa de geometría empeora significativamente si priorizas la estética. Vemos diseños donde la carcasa está abierta, por lo que el diseñador industrial exige una máscara de soldadura "Negra mate" para que se vea "premium". Las máscaras negras mates suelen ser más blandas y requieren un procesamiento químico diferente al de la verde estándar. Retienen el calor de manera diferente y, a menudo, tienen peor adherencia para características finas. Una barrera que se mantiene perfectamente en el brillo verde estándar podría despegarse en negro mate. Hemos visto lotes completos de fabricación de 5,000 unidades con una tasa de fallo de 35% simplemente porque la máscara negra de aspecto genial no pudo mantener la web de 3 mil entre los pines del conector. La física no le importa si tu placa se ve genial.
La Trampa de Alivio de la Banda
Cuando la geometría se vuelve demasiado ajustada—digamos, en un BGA de 0.35mm de paso o un diseño QFN mal diseñado—la empresa de fabricación te enviará una 'Consulta de Ingeniería' (EQ). Ellos señalarán que no pueden imprimir la barrera entre las almohadillas. Su solución propuesta casi siempre será 'Relajación de Banda' (o 'Enmascaramiento de Banda').
La alivio de la máscara significa que simplemente eliminan por completo la máscara entre las almohadillas, creando una gran abertura en la ventana alrededor de una fila de pines. Esto satisface la restricción de fabricación: no hay una delgada franja de máscara por pelar. Pero introduce un riesgo catastrófico de ensamblaje.
Sin la presa, has creado una autopista para el soldador. En un paquete QFN (Quad Flat No-lead), el soldador puede escurrirse a lo largo de la parte inferior del paquete entre los pines. Este tipo de puente es insidioso porque a menudo se oculta debajo del cuerpo del componente, invisible para la inspección óptica automatizada (AOI). Solo podrías encontrarlo cuando la placa falle en la prueba funcional, o peor aún, cuando la inspección de rayos X revele el cortocircuito.

También hay un costo de fiabilidad a largo plazo aquí. La máscara de soldadura no solo detiene los puentes; también aísla el cobre. Si alivias en grupo un conector de pitch fino, dejas frágil FR4 expuesto entre pines energizados. En entornos de alta humedad, o si el dispositivo no está completamente limpio de residuos de flux, esa brecha se convierte en un caldo de cultivo para el crecimiento dendrítico. Hemos visto retiradas médicas desencadenadas no por fallas inmediatas, sino por dendritas creciendo a través de la espacio de alivio en grupo después de seis meses en el campo. La presa es un aislante; quitarla es una concesión al fallo.
La ficción de la “Capacidad Estándar”
¿Por qué las casas de fabricación impulsan el alivio en grupo? Porque protege su rendimiento, no el tuyo. Si intentan imprimir una presa de 3 mil en una presa y se despega, tienen que desechar la placa sin terminar. Si alivian en grupo, la placa sin terminar pasa su prueba eléctrica perfectamente (porque las almohadillas no están puentes) sin embargo). El puente ocurre en tu casa de ensamble, que ya no es problema del fabricante de placas sin terminar.
Debes entender que las hojas de datos de las fábricas a menudo son ficción de marketing. Cuando una fábrica offshore con presupuesto lista “presa de máscara de 3 mil” como una capacidad, ese es su número de “muestra dorada”: lo que pueden lograr en una máquina perfectamente calibrada con química fresca en un buen día. No es su capacidad de proceso Cp k > 1.33. Si envías un diseño con presas de 3 mil a un servicio en pool “Estándar”, a menudo eliminarán las presas silenciosamente mediante un script CAM si sienten que no pueden mantenerlas. No lo sabrás hasta que lleguen las placas y las presas hayan desaparecido.
La solución a menudo implica dinero. Los procesos LPI estándar usan obra de arte en película y luz UV, que tiene límites de alineación y difracción. Para mantener de manera confiable una delgada franja en una pieza con pitch de 0.4 mm, a menudo necesitas LDI (Imágenes Directas Láser). LDI omite la película y usa un láser para curar la máscara directamente en la placa. Es mucho más preciso y puede mantener presas más ajustadas. También cuesta más. Cuando discutes con un gerente de compras que quiere mover la placa a un proveedor más barato para ahorrar $0.40 por unidad, necesitas calcular el costo de los desechos. Ahorrar $200 en fabricación de PCBs es una victoria vacía si pierdes $4,000 en silicio y tiempo de técnico rehaciendo puentes en las primeras 100 placas.
Estrategia de Diseño Defensivo
La configuración más peligrosa en tu herramienta CAD es la regla global de “Expansión de máscara”. Los ingenieros junior suelen configurarla en un “seguro” de 4 mils globalmente. En una resistencia grande 0805, está bien. En un componente con pitch de 0.4 mm, esa regla global superpondrá las aberturas de la máscara y eliminará tus presas sin que siquiera te des cuenta.
Debes usar reglas locales. Los componentes de pitch fino requieren sus propias configuraciones específicas de expansión de máscara, a menudo ajustadas a 2 mils o incluso 1:1 (sin expansión) si la capacidad de la fábrica lo permite. Debes forzar la geometría para permitir una presa de 3 o 4 mils.
Pero la defensa definitiva sucede después de que termina el diseño. Cuando generes tus Gerbers, no confíes en el visor 3D. Abre el archivo GTS (máscara de soldadura superior) sin procesar. Acércate a tu componente más ajustado. Mide la diferencia física entre las aberturas de la máscara. Si ese número es menor a 3 mils (aproximadamente 0.075mm), estás en la zona de peligro.
Si ves esa zona de peligro, tienes dos opciones: cambiar a una fábrica con capacidades verificadas de LDI que pueda mantener esa delgada, o cambiar el perfil del componente. No permitas que la fábrica elimine la presa. No dejes que te convenzan de alivio en grupo en un conector a menos que estés dispuesto a aceptar la pérdida de rendimiento. Si la fábrica dice “no podemos imprimir esto”, créelo. Pero no dejes que lo arreglen eliminando la protección. Mueve el diseño, o mueve la fábrica. Sin presa, sin construcción.