ความล้มเหลวที่มองไม่เห็น
บอร์ดที่อันตรายที่สุดในชุดประกอบที่มีความน่าเชื่อถือสูงไม่ได้คือบอร์ดที่ล้มเหลวในการทดสอบการทำงาน แต่มันคือบอร์ดที่ผ่าน คุณสามารถถือบอร์ดขึ้นไปส่องแสง ดูฟิลเลอร์ด้านบนที่สมบูรณ์แบบ และลงนามรับรองในล็อตนั้นได้ แต่ถ้าการเชื่อมต่อดังกล่าวเป็นของสำหรับห้องโดยสารอวกาศหรืออุปกรณ์ทางการแพทย์ การตรวจสอบด้วยสายตาเป็นเท็จอย่างมีประสิทธิภาพ.
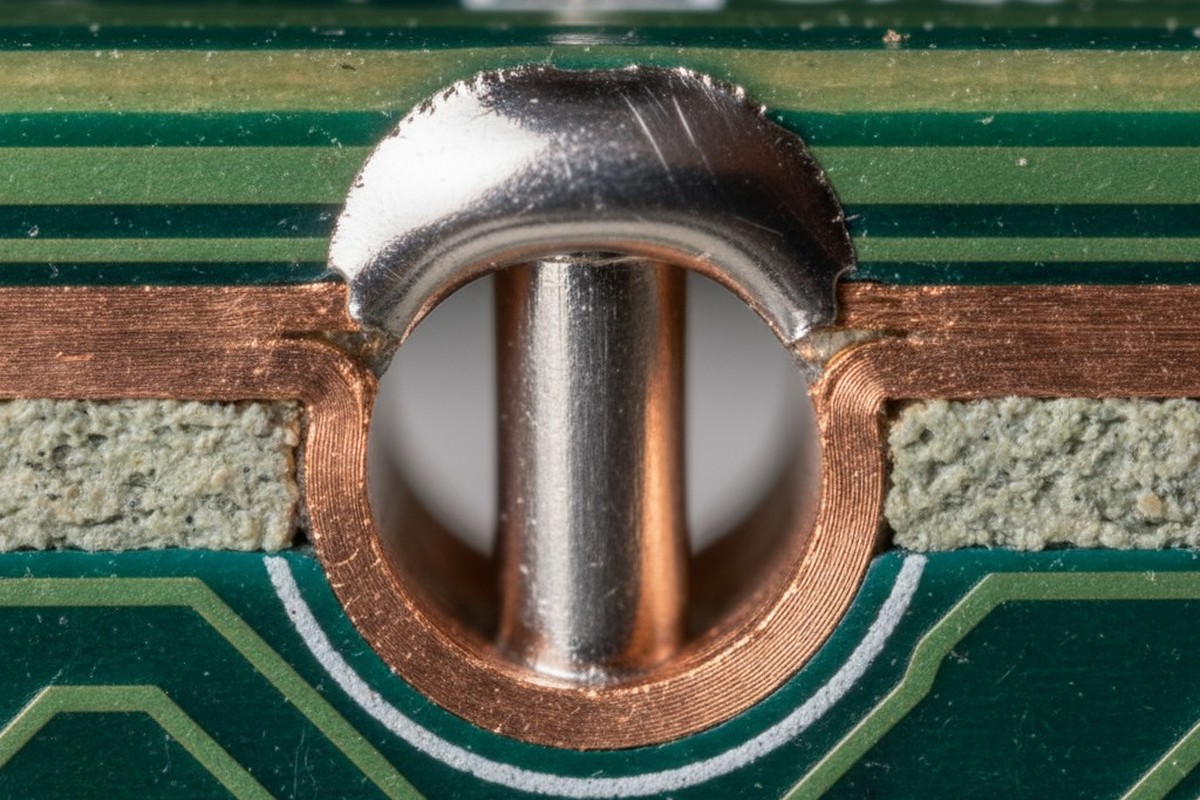
ฟิสิกส์ระบุว่าสลิดที่สมบูรณ์แบบบนแผ่นบนไม่ได้รับประกันเสาอากาศที่แน่นหนาภายในท่อเชื่อม ในการผลิตระดับคลาส 3 ซึ่ง J-STD-001 ต้องการการเติมแนวตั้ง 75% (และบ่อยครั้ง 100% ขึ้นอยู่กับส่วนเสริมในสัญญา) การตรวจสอบสายตามีความเสี่ยง คุณอาจมีเมนิสกัสที่สวยงามบนด้านส่วนประกอบ แต่ท่อเชื่อมเองเต็มไปด้วยโพรงว่างหรือเติมเพียงครึ่งเดียวเท่านั้น
ผู้พิพากษาที่เป็นกลางที่สุดในที่นี้คือการวิเคราะห์รังสีเอกซ์หรือการแบ่งข้ามแบบทำลาย เมื่อคุณตัดตัวอย่างบอร์ดและขัดเส้นขอบ คุณไม่ได้มองหางานฝีมือ แต่คุณมองหาหลักฐานของการต่อสู้ระหว่างแรงดึงดูดด้วยแอคชั่นและพลศาสตร์ความร้อน เมื่อสารละลายไม่สามารถไต่ขึ้นได้ อาจเป็นเพราะระดับคลื่นต่ำเกินไป หรือมันอาจหมายความว่าการออกแบบบอร์ดทำให้การขึ้นสู่ด้านบนเป็นไปไม่ได้ทางกายภาพ
เรขาคณิตของการล็อคก๊าซ
สาเหตุหลักของการเติมแนวตั้งที่ไม่ดีเกือบเสมอคืออัตราส่วนระหว่างรูและขา ตัวออกแบบและทีมจัดซื้อมักจะมองว่าหัวของอุปกรณ์และรูลง (PTH) เป็นเรขาคณิตแบบง่าย "แท็บ A เข้าช่อง B" ถ้าขาของเข้าพอดี การออกแบบก็ได้รับการอนุมัติ แต่ในกระบวนการบัดกรีด้วยคลื่น รูไม่ได้เป็นแค่ภาชนะรับ แต่เป็นช่องทางของพลศาสตร์ของของเหลว
ดูว่ากระบวนการเมื่อทีมจัดซื้อเปลี่ยนขาเป็นสี่เหลี่ยมเพื่อประหยัดต้นทุนเล็กน้อยแล้วเกิดอะไรขึ้น มุมเฉียงของขาสี่เหลี่ยมอาจจะผ่านผนังรูได้ทางเทคนิค แต่มุมทำให้เกิดโพรงอากาศที่อากาศไหลเข้าได้ยาก ขณะที่คลื่นกระทบพื้นบอร์ด ฟลักซ์จะเริ่มทำงานและปล่อยก๊าซออก ถ้าไม่มีขอบอาน—ไม่มี “ปล่องไฟ” ของอากาศรอบขา—ก๊าซนั้นไม่มีที่ไป มันจะสร้างฟองอากาศที่มีความกดอากาศในท่อเชื่อม
คุณกำลังพยายามบิวท์สารละลายให้พุ่งขึ้นไปข้างบนที่เป็นช่องอากาศแรงดันสูง ฟิสิกส์ชนะเสมอ สารละลายหยุด การปล่อยก๊าซยังคงอยู่ และคุณจะได้รูระเบิดหรือโพรงว่าง

ปัญหานี้รุนแรงมากขึ้นเมื่อใช้กระบวนการ Pin-in-Paste (PIP) ปริมาณ paste เพิ่มตัวแปรอีกตัวหนึ่งในสมการของก๊าซ แต่กฎพื้นฐานยังคงเป็น ต้องปล่อยก๊าซออกเพื่อให้สารละลายเข้าสู่
เพื่อให้ได้ระดับการเติมระดับคลาส 3 คุณต้องมีช่องว่างพิเศษที่เรียกว่าขอบอาน IPC แนะนำช่วง แต่ประสบการณ์บอกว่าสำหรับบอร์ดหนา 0.062″ ถึง 0.093″ คุณต้องการช่องว่างประมาณ 0.010 นิ้ว (10 มิล) เหนือเส้นผ่านศูนย์กลางของขา หากคุณทำงานกับขา 0.028″ และรูเสร็จที่ 0.032″ คุณจะมีช่องว่าง 4 มิล ซึ่งเท่ากับ 2 มิลในแต่ละด้านถ้าจัดตรงกลาง นั่นก็เหมือนกับการพยายามดื่มสมูทตี้ผ่านหลอดกาแฟ ความดันแรงดึงของแรงดึงดูดของก๊าซฟลักซ์ที่ต้องใช้เพื่อเอาชนะแรงเสียดทานและแรงย้อนของก๊าซฟลักซ์นั้นสูงเกินไป สารละลายจะเชื่อมกันบนด้านล่างก่อนที่จะถึงด้านบน
การโจรกรรมความร้อน
แม้ว่ารูปแบบเรขาคณิตจะอนุญาตให้ไหลได้ แต่บอร์ดเองมักเป็นศัตรู เรามักมองว่า PCB เป็นผู้ถือที่ passive แต่ด้านความร้อน บอร์ดหลายชั้นเป็นฮีทซิงค์ขนาดใหญ่
นำแผงวงจรเซิร์ฟเวอร์แบบ 14 ชั้นที่มีแผ่นกราวด์หนักในชั้น 4 ถึง 10 เมื่อบอร์ดนั้นโดนคลื่นความร้อน บนสร้อยขั้วบรรจุถึง 260°C (สำหรับ SAC305) แต่ท่อทองแดงยังเย็นอยู่ ทันทีที่โลหะละลายสัมผัสกับผนังท่อ แผ่นกราวด์ภายในดูดซับพลังงานความร้อนนั้นออกอย่างรวดเร็ว โละโลหะที่ละลายจมอยู่กับผนังก่อนที่จะไต่ขึ้นไม่สำเร็จ ไม่ว่าจะพาคลื่นความร้อนขึ้นสูงแค่ไหนก็ไม่สามารถพละโลหะของเหลวผ่านปลั๊กที่แข็งตัวได้
นี่คือจุดที่เกิดการถกเถียงเรื่อง 'การเชื่อมโดยเลือกเฉพาะ' บ่อยครั้ง วิศวกรสมมุติว่าการเชื่อมแบบเลือกเฉพาะเป็นการแก้ปัญหานี้ เพราะมีความแม่นยำมากขึ้น แต่การตั้งค่าระบบเลือกเฉพาะมีมวลความร้อนน้อยกว่าทางลอดความร้อนแบบเต็ม ถ้าคุณไม่สามารถเติมเต็มมันบนคลื่นความร้อน คุณก็จะลำบากขึ้นเมื่อใช้เครื่องเลือกเฉพาะโดยไม่ใช้การอุ่นล่วงหน้าอย่างแรง

คุณจะไม่สามารถแก้ไขปัญหานี้ด้วยอุณหภูมิของหม้อแปลง คำแก้ไขที่แท้จริงอยู่ที่การอุ่นล่วงหน้าของบอร์ด คุณต้องอุ่นลำแกนของบอร์ดให้เต็มที่ จุดประสงค์คือเพื่อให้ 'เข่า' ของรู — โครงสร้างทองแดงภายใน — มีอุณหภูมิถึงอย่างน้อย 110°C หรือ 120°C ก่อนที่จะสัมผัสคลื่น ความแตกต่างของอุณหภูมิระหว่างโลหะละลายและทองแดง (Delta T) จะน้อยที่สุด หากบอร์ดร้อนพอ โลหะละลายจะอยู่ในรูปของเหลวได้นานพอที่จะไต่ขึ้นไปบนหอคอย หากใช้คลื่นเพื่อความร้อนท่อทองแดง คุณได้แพ้ไปแล้ว
คุณไม่สามารถแก้ไขการออกแบบด้วยความสูงของคลื่นได้
ปฏิกิริยาโดยทั่วไปบนพื้นเมื่อความอิ่มของโลหะลดลงคือการ 'ปรับพารามิเตอร์' ผู้ดำเนินการเพิ่มความเร็วของปั๊มเพื่อยกสูงคลื่น หรือชะลอสายพานให้ช้าลงเพื่อเพิ่มเวลาพักผ่อน ซึ่งเป็นการพยายามแก้ไขฟิสิกส์อย่างรุนแรง
การยกสูงของคลื่นเพิ่มแรงดันเชิงพลังงาน (แรงดันน้ำหนัก) ใช่ แต่ส่วนใหญ่ก็เพิ่มความเสี่ยงต่อการเชื่อมต่อขาดและสายไฟขาดบนด้านล่าง การเพิ่มเวลาพักในคลื่น—ปล่อยให้บอร์ดอยู่ในคลื่นนานขึ้น—ก็เป็นอันตรายมากขึ้น ถ้าพักนานเกินไป คุณเสี่ยงที่จะปล่อยทองแดงออกไปทันทีที่ ‘เข่า’ ของรู หรือทำให้วงแหวนแอนเนลละลาย คุณอาจได้การเติมเต็ม แต่คุณได้ทำลายความสมบูรณ์ของโลหะในวิชัน
การแตะแบบ top-side หรือการเชื่อมมือก็เป็นอันตรายพอๆ กับความล้มเหลวคลาส 3 การเติมลวดเชื่อมจากด้านบนสร้างจุดเชื่อม 'เย็น' ซึ่งโลหะเชื่อมใหม่เจอโลหะเก่าอยู่ภายในท่อ ดูเหมือนเติมเต็มแล้ว แต่โครงสร้าง กลับเป็นจุดอ่อนที่จะร้าวเมื่อโดนแรงสั่นสะเทือน
แผนภูมิเครื่องมือเจาะคือหน้าต่างกระบวนการ
ไม่มีฟลักซ์วิเศษและไม่มีการตั้งค่าความสมบูรณ์แบบสำหรับเครื่องที่สามารถชดเชยสำหรับบอร์ด 24 ชั้นที่มีรูห่าง 3 มิล และไม่เพียงพอสำหรับความช่วยเหลือในด้านความร้อน เราไม่ได้พูดถึงพื้นฐานของการบำรุงรักษาเครื่อง — สมมุติว่าหัวฉีดสะอาดและเครื่องปั่นทำงานดี — เพราะไม่มีการบำรุงรักษาใดที่แก้ปัญหาแผนผังสกัดรูผิด
ถ้าคุณต้องการเติมเต็มแบบคลาส 3 งานจะเกิดขึ้นในซอฟต์แวร์ CAD นานก่อนที่บอร์ดจะเข้าสู่ถังโลหะละลาย คุณต้องออกแบบรูให้สามารถหายใจเข้า (อัตราส่วน) และบอร์ดให้สามารถเก็บความร้อน (ความช่วยเหลือด้านความร้อน) หากการออกแบบไม่คำนึงถึงพลศาสตร์ของของเหลวและเทอร์โมไดนามิกส์ สิ่งเดียวที่คุณจะผลิตคือเศษเหลือ