अदृश्य असफलता
उच्च-विश्वसनीयता असेम्बली में सबसे खतरनाक बोर्ड वह नहीं है जो कार्यात्मक परीक्षण में फेल हो। यह वह है जो पास हो जाता है। आप एक बोर्ड को प्रकाश में रख सकते हैं, एक आदर्श टॉप-साइड फिले देख सकते हैं, और लॉट पर सائن ऑफ कर सकते हैं, लेकिन यदि वह संयुक्त एक एयरोस्पेस कॉकपिट या एक चिकित्सा उपकरण के लिए नियत है, तो दृश्य निरीक्षण प्रभावी रूप से झूठ है।
भौतिकी यह आदेश देती है कि ऊपर के पैड पर एक परफेक्ट फिले ठोस सिलेंडर सोल्डर की गारंटी नहीं देता है। क्लास 3 निर्माण में, जहां J-STD-001 75% वर्टिकल फील्ड (और अक्सर 100%) की मांग करता है,
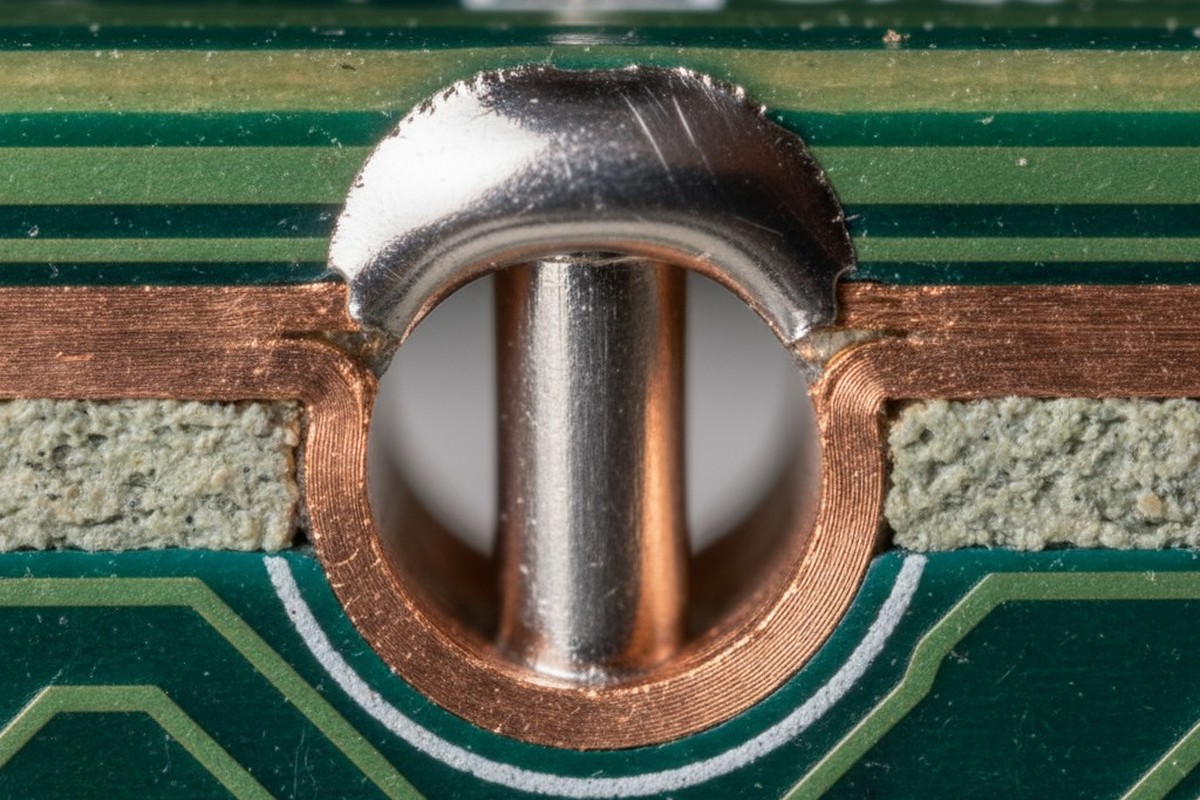
यहां एकमात्र निष्पक्ष जज एक्स-रे विश्लेषण या विध्वंसात्मक क्रॉस-सेक्शन है। जब आप उस सैंपल बोर्ड को काटते हैं और क्रॉस-सेक्शन को पालिश करते हैं, तो आप कारीगरी की जांच नहीं कर रहे हैं; आप कैपिलरी कार्रवाई और थर्मल डायनेमिक्स के बीच लड़ाई के साक्ष्य की खोज कर रहे हैं। जब सोल्डर चढ़ने में असमर्थ रहता है, तो इसका मतलब बहुत कम ही होता है कि वेट हाइट शायद काफी कम थी। आमतौर पर इसका मतलब है कि बोर्ड का डिज़ाइन शारीरिक रूप से आरोहण असंभव बनाता है।
गैस लॉक का ज्यामिति
खराब वर्टिकल फील्ड का मुख्य कारण लगभग हमेशा छेद-लीड अनुपात होता है। डिज़ाइनर और PROC टीमें अक्सर कंपोनेंट पिन और प्लेटेड थ्रू-होल (PTH) को सरल “टैब A इन स्लॉट B” ज्यामिति मानते हैं। यदि पिन फिट हो जाता है, तो डिज़ाइन मंजूर हो जाता है। लेकिन वेव सोल्डरिंग में, होल केवल रसीला नहीं है; यह एक तरल गतिशील चैनल है।
देखें क्या होता है जब खरीदारी एक गोल पिन को एक वर्गीय पिन से बदल देती है ताकि एक हजारवें हिस्से की बचत की जा सके। उस वर्गीय पिन की विकर्ण संभवतः होल दीवार को साफ करता है, लेकिन कोनों में टाइट पॉकेट बनाते हैं जहां फ्लक्स गैस फंस जाती है। जब वेव बोर्ड के निचले भाग को छूती है, तो फ्लक्स सक्रिय हो जाता है और गैस निकलती है। यदि कोई अन्नुलस नहीं है—कोई स्पष्ट “चिमनी” वायु स्थान के आसपास—तो उस गैस का कहीं जाना नहीं होता। यह barrel के अंदर एक दबावयुक्त बुलबुला बनाता है।
आप उच्च-दबाव गैस पॉकेट के खिलाफ तरल सोल्डर धकेलने की कोशिश कर रहे हैं। भौतिकी हर बार जीतती है। सोल्डर रुक जाता है, गैस रहता है, और आप एक ब्लॉ-होल या ख VOID प्राप्त करते हैं।

यह समस्या Pin-in-Paste (PIP) प्रक्रियाओं के साथ और भी अधिक आक्रामक हो जाती है। Paste मात्रा गैस समीकरण में एक और चर जोड़ती है, लेकिन मूल नियम रहता है: सोल्डर को प्रवेश करने के लिए गैस को निकलना चाहिए।
क्लास 3 फील्ड प्राप्त करने के लिए, आपको विशिष्ट क्लियरेंस अन्नुलेस की आवश्यकता है। IPC सीमा का सुझाव देता है, लेकिन अनुभव यह दर्शाता है कि 0.062″ से 0.093″ मोटी बोर्ड के लिए, आपको पिन व्यास पर लगभग 0.010 इंच (10 मील) की क्लियरेंस चाहिए। यदि आप 0.028″ पिन और 0.032″ फिनिश होल के साथ काम कर रहे हैं, तो आपके पास 4 मील की क्लियरेंस है—यदि ठीक से केंद्रित है तो दोनों तरफ 2 मील। यह एक कॉफी स्टिरर के माध्यम से मिल्कशेक पीने की कोशिश करने जैसा है। ड्रैग और फ्लक्स गैस के बैक-प्रेशर को पार करने के लिए आवश्यक कैपिलरी दबाव बहुत अधिक है। सोल्डर पहले नीचे ब्रिज करेगा इससे पहले कि वह ऊपर पहुँचे।
थर्मल हीस्ट
भले ही ज्यामिति प्रवाह की अनुमति देती है, लेकिन बोर्ड स्वयं अक्सर एक विरोधी लड़ाका की तरह काम करता है। हम सामान्यतः पीसीबी को एक निष्क्रिय वाहक के रूप में मानते हैं, लेकिन तापीय रूप से, एक मल्टि-लेयर बोर्ड एक विशाल हीट सिंक है।
14-परत वाली सर्वर बैकप्लेन को ले जाएं जिसमें परत 4 से 10 तक भारी ग्राउंड प्लेट्स हों। जब वह बोर्ड तरंग को टकराता है, तो सोल्डर 260°C (SAC305 के लिए) पर होता है, लेकिन तांबा का बैरल ठंडा होता है। जैसे ही तरल सोल्डर बैरल की दीवार को छूता है, आंतरिक ग्राउंड प्लेन उस ऊष्मा को तुरंत खींच लेते हैं। सोल्डर दीवार के खिलाफ जम जाता है इससे पहले कि वह चढ़ सके। यह परवाह नहीं करता कि आप तरंग को कितनी ऊपर पंप करते हैं; आप जमा हुए प्लग के माध्यम से तरल को नहीं पंप कर सकते।
यहां अक्सर ‘सिलेक्टिव सोल्डरिंग’ पर बहस उठती है। इंजीनियर मानते हैं कि सिलेक्टिव सोल्डरिंग इससे ठीक कर देता है क्योंकि यह अधिक सटीक है, लेकिन सिलेक्टर पॉट में कहीं कम ऊष्मा पदार्थ होता है बनाम एक पूर्ण तरंग सुरंग। यदि आप तरंग पर भरा नहीं सकते, तो आप बिना आक्रामक प्री-हीटिंग के एक सिलेक्टर मशीन पर और संघर्ष करेंगे।

आप इसे पॉट तापमान से हल नहीं कर पाएंगे। असली समाधान प्री-हीट सॉख में है। आपको बोर्ड के केंद्र को संचारित करना चाहिए। लक्ष्य है कि काँटेदार छेद – आंतरिक तांबा संरचना – कम से कम 110°C या 120°C तक पहुंच जाए इससे पहले कि वह तरंग को छुए। आप सोल्डर और तांबे के बीच ‘डेल्टा T’ (तापमान का अंतर) को कम कर रहे हैं। यदि बोर्ड पर्याप्त गर्म है, तो सोल्डर लंबे समय तक तरल रहता है जिससे वह टावर पर चढ़ सके। यदि आप बैरल को गर्म करने के लिए तरंग पर निर्भर हैं, तो आप पहले ही हार चुके हैं।
आप वेव ऊंचाई से डिज़ाइन ठीक नहीं कर सकते
फिल रेट कम होने पर फर्श पर सामान्य प्रतिक्रिया होती है कि पैरामीटर्स को ‘क्रैंक’ करें। ऑपरेटर पंप RPM बढ़ाते हैं ताकि तरंग की ऊंचाई बढ़े या कन्वेयर को धीमा कर दे ताकि ड्वेल टाइम बढ़ सके। यह प्रभावी रूप से भौतिकी को जबरदस्ती करने का प्रयास है।
तरंग की ऊंचाई बढ़ाने से हाइड्रोस्टेटिक दबाव बढ़ता है, हाँ, लेकिन यह मुख्य रूप से धार और शॉर्ट्स के जोखिम को बढ़ाता है। ड्वेल टाइम बढ़ाना—बोर्ड को तरंग पर अधिक समय तक रखना—और भी अधिक खतरनाक है। यदि आप बहुत लंबा ड्वेल करते हैं, तो आप खतरनाक है कि आप छेद के कंधे से ही तांबे को बाहर निकाल दें या रिंग को घोल दें। आप फील प्राप्त कर सकते हैं, लेकिन आपने वाय की मेटालर्जिकल अखंडता को नुकसान पहुंचाया है।
ऊपरी-साइड ‘टच-अप’ या हाथ से सोल्डर करना वर्ग 3 फेलियर के लिए उतना ही खतरनाक है। टॉप से वायर सोल्डर जोड़ने से एक ‘कोल्ड जॉइन’ इंटरफ़ेस बनता है जहां नया सोल्डर पुराने सोल्डर से मिलता है बैरल के अंदर। यह भर गया दिखता है, लेकिन संरचनात्मक रूप से, यह एक कमजोर बिंदु है जो वाइब्रेशन के तहत टूट जाएगा।
ड्रिल चार्ट प्रोसेस विंडो है
कोई जादुई फ्लक्स या परफेक्ट मशीन सेटिंग नहीं है जो 3-मिल की खाली जगह वाले 24-परत बोर्ड और अपर्याप्त थर्मल राहत के साथ भी काम कर सके। हम यहां मशीन रख-रखाव की मूल बातें छोड़ रहे हैं—यह मानते हुए कि आपका नोजल साफ है और आपका इम्पेलर काम कर रहा है—क्योंकि कोई भी रख-रखाव खराब ड्रिल चार्ट को ठीक नहीं कर सकता।
यदि आप वर्ग 3 फुल्ल चाहते हैं, तो कार्य बहुत पहले CAD सॉफ्टवेयर में होता है जब बोर्ड तरंग सोल्डर पॉट को हिट करता है। आपको होल को सांस लेने (अनुपात) के लिए डिज़ाइन करना चाहिए और बोर्ड को गर्मी पकड़ने के लिए (थर्मल राहत)। यदि डिज़ाइन में तरल गतिशीलता और ऊष्मा गतिशीलता का ध्यान नहीं रखा गया है, तो आप केवल खराद तैयार कर रहे होंगे।