CAD में, एक कास्टेलेटेड मॉड्यूल एक आदर्श एकीकरण रणनीति की तरह दिखता है। यह मुख्य बोर्ड पर एक लेगो ईंट की तरह चिपक जाता है, सपाट और सुरक्षित, बिना RF लेआउट की परेशानी के पूर्व-प्रमाणित वायरलेस या कंप्यूट पावर प्रदान करता है। यह ठोस महसूस होता है। लेकिन वह दृश्य सरलता एक जाल है। एक बार बोर्ड रिफ्लो ओवन छोड़कर क्षेत्र की थर्मल वास्तविकता में प्रवेश करता है, वह “ठोस” मॉड्यूल एक कठोर, सिरैमिक-भारी द्वीप बन जाता है जो एक लचीले FR4 समुद्र के खिलाफ लड़ता है।
इस लड़ाई को मध्यस्थता करने वाली एकमात्र चीज़ किनारे के साथ लगे छोटे सोल्डर जोड़ हैं। यदि आप इन जोड़ को यांत्रिक फास्टनर के रूप में मानते हैं, तो डिज़ाइन विफल हो जाएगा। सोल्डर एक भंगुर मिश्रधातु है, संरचनात्मक चिपकने वाला नहीं। यह कतरनी तनाव के तहत थक जाता है, कंपन के तहत दरारें पड़ती हैं, और जब बोर्ड मुड़ता है तो टूट जाता है। विफलता आमतौर पर बेंच पर नहीं होती। यह छह महीने बाद होती है, जब मिनेसोटा में ट्रैकिंग यूनिट्स का बेड़ा ठंड के दौरान अंधेरा हो जाता है, या एक ड्रोन कंक्रीट पर बहुत ज़ोर से उतरता है। एक विश्वसनीय उत्पाद और रिकॉल के बीच का अंतर अक्सर पैड ज्यामिति में मिलीमीटर के दसवें हिस्से तक होता है जिसे अधिकांश डेटाशीट स्पष्ट रूप से अनदेखा करने को कहते हैं।
कोर्नर क्रैक का भौतिकी
जोड़ के अंदर मुख्य दुश्मन थर्मल विस्तार गुणांक (CTE) असंगति है। अधिकांश उच्च-प्रदर्शन मॉड्यूल—चाहे वह u-blox GPS रिसीवर हो या एक घना सेल्युलर मोडेम—ऐसे सब्सट्रेट पर बने होते हैं जो आपके कैरियर बोर्ड के मानक FR4 से यांत्रिक रूप से कठोर और थर्मल रूप से भिन्न होते हैं। जब डिवाइस चालू होता है, या जब परिवेश तापमान -40°C से +85°C तक बदलता है, तो मुख्य बोर्ड और मॉड्यूल अलग-अलग दरों से फैलते हैं।

यह विस्तार एक कतरनी बल उत्पन्न करता है जो सोल्डर जोड़ को फाड़ता है। तनाव समान रूप से वितरित नहीं होता; बुनियादी यांत्रिकी यह निर्धारित करती है कि यह केंद्र से सबसे दूर बिंदुओं पर केंद्रित होता है: कोनों पर। कोर्नर पैड असेंबली के फुलक्रम होते हैं, जो हर थर्मल चक्र और यांत्रिक मोड़ का अधिकांश भार लेते हैं। यदि आप एक विफल बोर्ड को माइक्रोस्कोप के नीचे जांचते हैं, तो आप लगभग हमेशा कोर्नर पैड के पंजे से शुरू होने वाली बाल जैसी दरार देखेंगे, जो इंटरमेटैलिक परत के माध्यम से फैलती है जब तक कि विद्युत कनेक्शन कट न जाए।
इसी कारण से “पर्याप्त” सोल्डर पर्याप्त नहीं होता। जोड़ को एक विशिष्ट आकार—एक मजबूत फिलेट—की आवश्यकता होती है ताकि ये बल वितरित हो सकें। 1:1 फुटप्रिंट कॉपी द्वारा बनाया गया एक सपाट, कमज़ोर जोड़ फैक्ट्री में एक बुनियादी विद्युत निरंतरता परीक्षण पास कर सकता है, लेकिन इसकी थकान जीवन शून्य होती है। यह एक टिक-टिक करता हुआ घड़ी है।
डेटाशीट फुटप्रिंट आमतौर पर गलत होता है
कास्टेलेटेड जोड़ विफलता का सबसे सामान्य कारण मॉड्यूल विक्रेता के डेटाशीट में “अनुशंसित लैंड पैटर्न” का अंधाधुंध पालन करना है। यह विरोधाभासी लगता है—निश्चित रूप से निर्माता सबसे अच्छा जानता है? लेकिन विक्रेता के प्रोत्साहन आपकी विश्वसनीयता आवश्यकताओं के साथ शायद ही मेल खाते हैं। वे मॉड्यूल को “कॉम्पैक्ट” और “स्पेस-सेविंग” के रूप में बाजार में लाना चाहते हैं। इसलिए उनके अनुशंसित फुटप्रिंट अक्सर पैड को न्यूनतम तक छोटा कर देते हैं, जिससे आप डिवाइस के चारों ओर ट्रेस को कसकर रूट कर सकें।
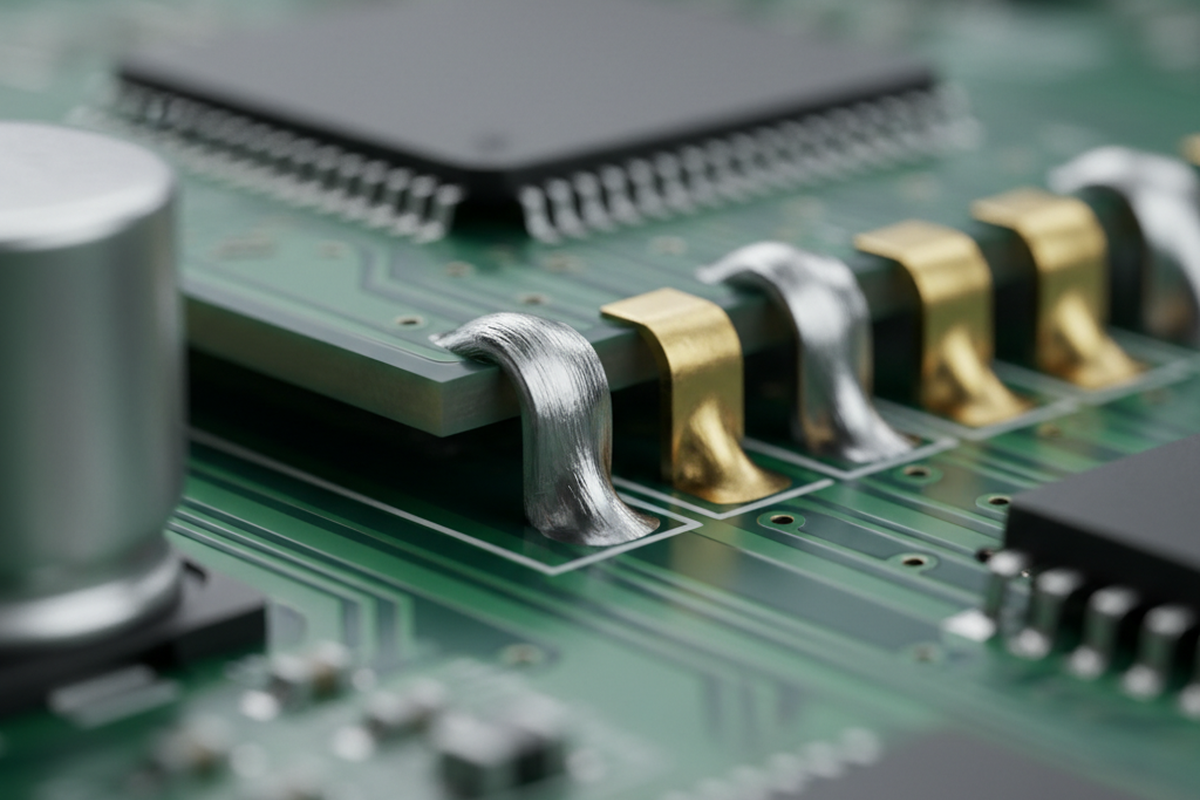
उच्च विश्वसनीयता अनुप्रयोगों के लिए, इन सुझावों को अनदेखा करें और फिलेट के लिए डिज़ाइन करें। महत्वपूर्ण आयाम “टो” है—पैड का वह हिस्सा जो मॉड्यूल के किनारे से बाहर की ओर बढ़ता है। एक मानक विक्रेता फुटप्रिंट आपको 0.1 मिमी या 0.2 मिमी टो प्रोजेक्शन दे सकता है, जो लगभग मेनिस्कस बनाने के लिए पर्याप्त होता है। IPC मानकों के अनुसार क्लास 2 या क्लास 3 असेंबली के लिए, आपको एक दृश्यमान, निरीक्षण योग्य सोल्डर फिलेट की आवश्यकता होती है जो कास्टेलेशन की दीवार पर चढ़ता है।
मजबूत डिज़ाइन के लिए नियम यह है कि मुख्य बोर्ड पैड को मॉड्यूल के किनारे से कम से कम 0.5 मिमी से 0.8 मिमी तक बढ़ाएं। यह अतिरिक्त तांबा एक रिज़र्वायर और रनवे के रूप में कार्य करता है। रिफ्लो के दौरान, यह अधिक मात्रा में सोल्डर पेस्ट रखता है; जैसे ही फ्लक्स सक्रिय होता है, सतह तनाव उस अतिरिक्त सोल्डर को कास्टेलेशन की ऊर्ध्वाधर दीवार पर ऊपर खींचता है। यह एक अवतल, तनाव-वितरित ढलान बनाता है न कि एक भंगुर बट-जोड़।
यदि आप अपने स्वयं के फुटप्रिंट डिज़ाइन कर रहे हैं, तो सुनिश्चित करें कि आप सही दृश्य देख रहे हैं। यह बहुत आम है कि संस्करण 1 बोर्ड में फुटप्रिंट उल्टा होता है क्योंकि डिजाइनर ने मॉड्यूल के “नीचे के दृश्य” को देखा और इसे बोर्ड के “ऊपर के दृश्य” पर लागू किया। आप देख रहे हैं के माध्यम से बोर्ड के ऊपर नहीं, बल्कि उस पर। पिन 1 को दोबारा जांचें।
आप केवल बोर्ड नहीं, स्टेंसिल डिज़ाइन कर रहे हैं
ज्यामिति केवल आधी लड़ाई है; मात्रा दूसरी है। एक कास्टेलेटेड जॉइंट को एक मानक फ्लैट पैड की तुलना में काफी अधिक सोल्डर पेस्ट की आवश्यकता होती है क्योंकि सोल्डर को गुरुत्वाकर्षण के खिलाफ काम करना पड़ता है। इसे पैड को गीला करना होता है और फिर आधे कटे हुए छेद के ऊपर लंबवत चढ़ना होता है। यदि आप एक मानक स्टेंसिल एपर्चर का उपयोग करते हैं जो तांबे के पैड से 1:1 मेल खाता है, तो आप संभवतः "अपर्याप्त गीला करने" वाले रिजेक्ट्स का सामना करेंगे। फ्लैक्स में वाष्पशील पदार्थ जलने के बाद फ्लैट पैड पर मुद्रित पेस्ट की मात्रा लंबवत दीवार को कोट करने के लिए पर्याप्त नहीं होती।
आपको एपर्चर को ओवरप्रिंट करके प्रक्रिया को मजबूर करना होगा। एक कास्टेलेटेड पैड के लिए स्टेंसिल खोलना तांबे के पैड से बड़ा होना चाहिए, विशेष रूप से मॉड्यूल से दूर की दिशा में और अधिक बढ़ाया जाना चाहिए। एक सामान्य संशोधन एपर्चर की लंबाई को 10% से 20% तक बढ़ाना है। जब सोल्डर पिघलता है, तो यह पैड की सोने या टिन की प्लेटिंग पर वापस खिंच जाएगा (क्योंकि सोल्डर सोल्डर मास्क से चिपकेगा नहीं), जिससे एक "ढेर" पिघले हुए धातु का बनता है जो लंबवत विकिंग क्रिया को खिलाता है।
इस बातचीत को अपने असेंबली हाउस के साथ करें। यदि वे बिना संशोधन के मानक 4-मिल या 5-मिल फोइल चलाते हैं, तो आपकी यील्ड प्रभावित होगी। आप गीला होना देख सकते हैं, लेकिन एक्स-रे निरीक्षण में voids या पतले कनेक्शन दिखाई देंगे जो ड्रॉप टेस्ट में टिकेंगे नहीं।
अदृश्य हत्यारे: प्लेसमेंट और डिपैनलाइजेशन

एक पूरी तरह से सोल्डर किया गया मॉड्यूल भी फैक्ट्री फ्लोर छोड़ने से पहले नष्ट हो सकता है। मॉड्यूल की भौतिक स्थिति बोर्ड के किनारे और ब्रेक-टैब्स के सापेक्ष एक विश्वसनीयता चर है जिसे अक्सर तब तक नजरअंदाज किया जाता है जब तक बहुत देर न हो जाए।
"माउस बाइट्स" देखें—छिद्रित टैब्स जो असेंबली के दौरान पीसीबी को पैनल में पकड़ते हैं। जब ये टैब्स टूटते हैं या रूट किए जाते हैं (डिपैनलाइजेशन), तो यांत्रिक तनाव की एक शॉकवेव FR4 के माध्यम से यात्रा करती है। यदि एक कठोर कास्टेलेटेड मॉड्यूल इन तनाव बिंदुओं के बहुत करीब बैठता है—मान लीजिए, 5 मिमी के भीतर—तो वह ऊर्जा सीधे निकटतम सोल्डर जॉइंट्स में स्थानांतरित हो जाती है। चूंकि मॉड्यूल कठोर है और बोर्ड मुड़ रहा है, सोल्डर जॉइंट टूट जाता है।
यह क्षति छुपी हुई होती है क्योंकि यह अक्सर नग्न आंखों से दिखाई नहीं देती। बोर्ड फंक्शनल टेस्ट पास कर सकता है क्योंकि टूटे हुए दो सतहें अभी भी छू रही होती हैं। लेकिन पहली बार जब डिवाइस ट्रक या जेब में कंपन करता है, तो कनेक्शन खुल जाता है। कास्टेलेटेड मॉड्यूल्स को बोर्ड के किनारों से दूर रखें, और डिपैनलाइजेशन टैब्स के आसपास एक कड़ाई से कीप-आउट ज़ोन लागू करें। यदि डिज़ाइन मॉड्यूल को किनारे के पास मजबूर करता है, तो यांत्रिक "पिज़्ज़ा कटर" या मैनुअल स्नैपिंग के बजाय राउटर-कट डिपैनलाइजेशन प्रक्रिया पर जोर दें, जो काफी अधिक टॉर्क उत्पन्न करती है।
हैंड सोल्डरिंग पर एक नोट
विशेष रूप से प्रोटोटाइपिंग चरणों में, इन मॉड्यूल्स को हाथ से सोल्डर करने की लगातार मांग होती है। जबकि सोल्डरिंग आयरन से विद्युत कनेक्शन बनाना तकनीकी रूप से संभव है, एक विश्वसनीय कनेक्शन बनाना लगभग असंभव है।
ताप स्थानांतरण का भौतिकी आपके खिलाफ काम करता है। एक सोल्डरिंग आयरन पैड के पंजे पर एक बिंदु पर गर्मी लगाता है, पूरे कास्टेलेशन बैरल को समान रूप से गर्म करने के लिए संघर्ष करता है। परिणामस्वरूप अक्सर छेद के शीर्ष पर "ठंडा" जॉइंट होता है या सोल्डर का एक थक्का सतह पर बैठता है बिना वास्तव में इंटरमेटालिक गीला किए। रिफ्लो ओवन की समान सतही तनाव के बिना, मात्रा को नियंत्रित करना भी कठिन होता है, जिससे पिन ब्रिज या कमज़ोर जॉइंट्स बनते हैं। यदि आपको हाथ से मॉड्यूल या प्रोटोटाइप को फिर से काम करना पड़ता है, तो रिफ्लो वातावरण की नकल करने के लिए गर्म हवा और पर्याप्त मात्रा में फ्लक्स का उपयोग करें, लेकिन समझें कि इन जॉइंट्स पर कंपन परीक्षण के लिए भरोसा नहीं किया जाना चाहिए।
विभरोधनीयता एक विकल्प है
कास्टेलेटेड मॉड्यूल का विफल होना शायद ही कभी रहस्य होता है। यह अपर्याप्त धातु पर भौतिकी के क्रियान्वयन का पूर्वानुमेय परिणाम है। फुटप्रिंट के पंजे को बढ़ाकर, स्टेंसिल को ओवरप्रिंट करके, और बोर्ड के यांत्रिक तनाव का सम्मान करके, आप एक नाजुक कनेक्शन को एक मजबूत संरचनात्मक तत्व में बदल देते हैं। यह BOM की लागत में कुछ नहीं जोड़ता, लेकिन यह डेटा शीट को ओवररूल करने और निर्माण फ्लोर की वास्तविकता के लिए डिज़ाइन करने का आत्मविश्वास मांगता है।