एक विशेष प्रकार का मौन है जो एक फ़ैब्रिकेशन फ्लोर पर उस समय टूटता है जब एक नया डेटा पैकेज आता है जिसमें कवरलेय पर एकदम सही, नब्बे डिग्री वर्ग उद्घाटन होते हैं। यह CAM इंजीनियर की उस अनिवार्य इंजीनियरिंग क्वेरी (EQ) का प्रत्याशा का मौन है—या उससे भी बदतर, तीन सप्ताह बाद भरने वाले स्क्रैप बिन का मौन।
उच्च-रिज़ॉल्यूशन मॉनिटर के सामने बैठें डिज़ाइनर के लिए, वे तेज कोने कुरकुरे, पेशेवर, और सटीक लगते हैं। वे कठोर बोर्डों के ऑर्थोगोनल लॉजिक से मेल खाते हैं जिन पर उन्होंने अपना करियर रूटिंग की है। लेकिन लचीले सर्किट्स की भौतिक दुनिया में, जहां सामग्री को गर्मी, दबाव, और पुनः यांत्रिक मोड़ का सामना करना पड़ता है, वे तेज कोण संरचनात्मक जिम्मेदारी होते हैं।
फिजिक्स आपकी CAD लेआउट की सौंदर्यप्रियता की परवाह नहीं करता। जब एक लचीला सर्किट मुड़ता है, forces सतह पर वितरित होते हैं जब तक कि वे किसी अवरोध से टकराते हैं। कवरलेय में एक वर्ग कोना—पोलिमाइड इंसुलेशन लेयर जो तांबे पर लेमिनेटेड है—एक बड़े तनाव राइज़र के रूप में कार्य करता है। यह यांत्रिक ऊर्जा को नीचे की कुरुक्षेत्र तांबे के ट्रेस पर एक सूक्ष्म दूरबीन बिंदु में केंद्रित करता है। परिणामस्वरूप एक बोर्ड होता है जो सॉफ़्टवेयर में हर डिज़ाइन रूल चेक (DRC) पास करता है लेकिन पहली बार हिंग या तंग एनक्लोज़र में इंस्टाल करने पर catastrophically फेल हो जाता है।
हत्या के हथियार का ज्यामिति
आप कवरलेय उद्घाटन को कठोर सोल्डरमास्क की तरहTreat नहीं कर सकते। आपको स्टैक-अप को एकल बोर्ड के रूप में नहीं, बल्कि विभिन्न मटेरियल के सैंडविच के रूप में कल्पना करनी चाहिए जो एक-दूसरे से लड़ रहे हैं। आधार पोलिमाइड है; कंडक्टर तांबा है; ऊपर की परत कवरलेय है। जब ये सैंडविच मुड़ती है, तो बाहरी परतें खिंचती हैं और भीतरी परतें संकुचित होती हैं।
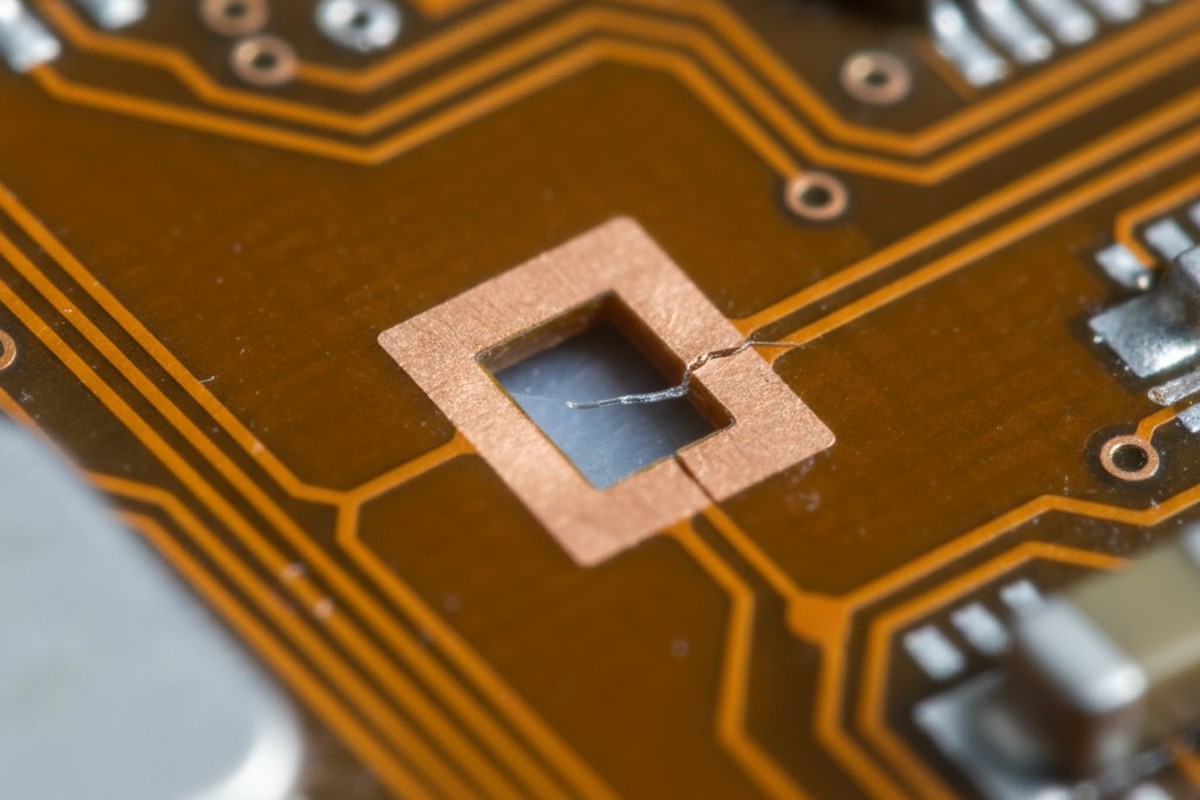
यदि कवरलेय में एक तेज, नब्बे डिग्री का कोना तांबे के ट्रेस को पार करता है, तो यह एक “मेकैनिकल नोटच” बनाता है। कवरलेय उस चिपकने से सख्त होता है जो इसके नीचे होता है, इसलिए यह हर बार लचीलेपन को नियंत्रित करते समय तांबे में दबाव डालने वाली चाकू की नोक की तरह कार्य करता है।
डिजाइनर अक्सर आधुनिक लेज़र कटाई को एक तर्क के रूप में देखते हैं। वे कहते हैं कि लेज़र किसी भी रेडियस सीमा के बिना पोलिमाइड को एक परफेक्ट वर्ग में उतार सकता है। यह तकनीकी रूप से सही है लेकिन व्यावहारिक दृष्टिकोण से अप्रासंगिक है। उपकरण की क्षमता सामग्री की यांत्रिकी को नहीं मिटाती। यदि दुकान एक परफेक्ट वर्ग काट भी ले, तो तनाव केंद्रित रहता है। उस कोने के नीचे चलने वाला तांबे का ट्रेस तनाव में 3 से 5 गुना अधिक अनुभव करेगा।

डायनेमिक एप्लिकेशन में—जैसे एक स्लाइडिंग सेंसर कैमरा या लैपटॉप हिंग में—यह वह जगह है जहां क्रैक शुरू होता है। यह कवरलेय खोलने के किनारे से, तांबे के माध्यम से propagates करता है, और 1,000 चक्रों से कम में एक खुला सर्किट हो जाता है।
डिजाइन में सुधार सरल है लेकिन कार्य में महत्वपूर्ण: प्रत्येक कवरले खोलने में रेडियस कोर्नर होना चाहिए। मानक अभ्यास में न्यूनतम कोर्नर रेडियस 0.2mm (लगभग 8 मिल्स) निर्धारित किया जाता है। यह तनाव को एक वक्र के ऊपर वितरित करने की अनुमति देता है बजाय कि किसी बिन्दु पर केंद्रित करने के। यदि डिज़ाइन अनुमति देता है, तो बड़ा रेडियस हमेशा बेहतर होता है।
उन लोगों के लिए जो इन उद्घाटनों के पास रूट ट्रेसेस का प्रयास कर रहे हैं, “टियर-ड्रॉप” या फिलेट नियम लागू होता है। कवर किए गए क्षेत्र से उजागर पॅड तक का संक्रमण कभी भी अचानक नहीं होना चाहिए। एक सरल 0.2 मिमी का फिलेट पूरे संरचनात्मक मुद्दे को हल कर देता है, संभावित क्षेत्रीय विफलता को मजबूत इंटरकनेक्ट में बदल देता है।
दी Ooze Factor: चिपकने वाला तरल है
दूसरा महत्वपूर्ण मुद्दा जुड़ने की प्रकृति ही है। कठोर बोर्डों पर इस्तेमाल होने वाले तरल फोटोइमेजेबल सोल्डरमास्क (LPI) के विपरीत, जो कठोर खोल में परिपक्व हो जाता है, कवरले ने एक ठोस पॉलिईड शीट है जिसे एक हीरे या एपॉक्सी चिपकाने वाले से चिपकाया जाता है।
लैमिनेशन प्रक्रिया के दौरान, स्टैक-अप को उच्च ताप और दबाव का सामना करना पड़ता है। इस चरण में, चिपकाने वाला तरल हो जाता है। यह गति करता है। यह प्रवाहित होता है।
यह “सवाइज-आउट” उच्च घनत्व इंटरकनेक्ट्स का दुश्मन है। यदि एक डिज़ाइनर एक कवरले ओपनिंग बनाता है जो तांबे के पैड के आकार से मेल खाता है (1:1), तो चिपकाने वाला अनिवार्य रूप से लैमिनेशन के दौरान पैड की सतह पर बाहर निकल आएगा। यह उज़ अक्सर पारदर्शी और सूक्ष्म होता है, जो सोने या टिन फिनिश और घटक लीड के बीच एक अदृश्य बाधा बनाता है।

एसेम्बली हाउस इसे “पैड वेटिंग फेलियर” या “खराब प्लेटिंग” के रूप में रिपोर्ट करेगा। वे सॉल्डर बॉलिंग की तस्वीरें भेजेंगे और पैड से चिपकने से इंकार करेंगे। हालांकि, मूल कारण प्लेटिंग रसायन विज्ञान नहीं है। यह लैमिनेशन की भौतिकी है। चिपकाने वाला 0.05 मिमी से 0.15 मिमी तक पैड पर प्रवाहित हुआ, जिससे यह इन्सुलेट हो गया।
क्योंकि चिपकाने वाले का प्रवाह पूर्व-प्रेग की उम्र, लैमिनेशन प्रेस का दबाव, और विशेष सामग्री ब्रांड (ड्यूपॉन्ट पायरालक्स बनाम सामान्य समानताएं) के आधार पर भिन्न होता है, डिजाइन को सबसे खराब स्थिति का ख्याल रखना चाहिए। उद्योग मानक है कि कवरले ओपनिंग को कम से कम 0.25 मिमी (10 मिल) बड़ा किया जाए। पैड से अधिक बड़ा हो। यह एक “दाम” क्षेत्र प्रदान करता है जहाँ चिपकाने वाला प्रवाहित हो सकता है बिना सोड्युम-योग्य सतह पर कब्जा किए। अत्यंत कसावट वाले पिचों के लिए जहाँ 10 मिल की जगह नहीं होती, डिजाइनर को “लो-फ्लो” चिपकाने वाले का उल्लेख करना चाहिए या लेजर डायरेक्ट इमेजिंग (LDI) सोल्डरमास्क की ओर स्विच करना चाहिए, हालांकि इससे अपनी संरचनात्मक जोखिम भी जुड़े होते हैं।
अत्यंत संकीर्ण पिचों के लिए जहाँ 10 मिल्स की जगह नहीं है, डिज़ाइनर को “low-flow” चिपकने वाले निर्दिष्ट करने चाहिए या फिर लेजर डायरेक्ट इमेजिंग (LDI) सोल्डरमास्क का उपयोग करना चाहिए, हालांकि यह अपनी खुद की यांत्रिक जोखिमों के साथ आता है।
एंकर और मटेरियल मिथक
कठोर दुनिया में, FR4 कोर से तांबे का अनुसंधान अतुलनीय मजबूत है। फ्लेक्स दुनिया में, तांबा प्रभावी रूप से नरम पॉलिमर की परत पर तैर रहा है। जब पुनः प्रवाह या हैंड सोल्डरिंग के दौरान ताप लागू किया जाता है, तो तापीय विस्तार असंगति छोटे तांबे के पैड को बेस सामग्री से उजनने का कारण बन सकती है। इसे “पैड लिफ्टिंग” कहा जाता है, और यह पुनः काम करने का प्रमुख कारण है।
कवरले पैड को नीचे रखने में मदद करता है, लेकिन केवल तभी जब उद्घाटन तांबे को फंसाने के लिए डिज़ाइन किया गया हो। एक सरल आयताकार पैड, जिसे एक बड़े कवरले खोल के द्वारा पूरी तरह से उजागर किया गया हो, उसके पास कोई यांत्रिक पकड़ नहीं है। यह पूरी तरह से रासायनिक बंधन पर निर्भर है।
इसे ठीक करने के लिए, डिज़ाइनरों को “एंगर्स,” “स्पर्स,” या “बनी ईयर” का उपयोग करना चाहिए—तांबे के प्रक्षेपण, जो कवरले के नीचे फैलते हैं। कवरले यांत्रिक क्लैंप के रूप में काम करता है, स्पर को नीचे पकड़ता है ताकि मुख्य पैड सोल्डरिंग के दौरान उठ नहीं सके।

प्रायः, इन सभी ज्यामितीय सिरदर्दों को बायपास करने का प्रलोभन होता है, बस लिक्विड फोटोइमेजेबल (LPI) सोल्डरमास्क—साबर चीज़—को फ्लेक्स सर्किट्स पर उपयोग करके। यह टाइटर डैम और वर्ग कोनों की अनुमति देता है। हालांकि, LPI भंगुर है। स्थैतिक अनुप्रयोग (इंस्टॉल-टू-फिट) में यह स्वीकार्य है। लेकिन किसी भी डायनामिक अनुप्रयोग में, LPI सूखे कील की तरह फट जाएगा, जैसे मोड़ते हुए नदी के किनारे पर मिट्टी सूख जाती है। एक बार मास्क टूट जाने के बाद, यह तांबे में फैल जाता है, और ट्रेस को काट देता है जैसे कि यह एक वर्ग कवरले कोना हो। यदि एप्लिकेशन पूरी तरह से स्थैतिक नहीं है, तो मानक पॉलिईड कवरले अनिवार्य है।
फ़ैब्रिकेशन फ्लोर नियम
इंजीनियरिंग क्वेरी कतार से एक डिज़ाइन को बाहर रखने और उत्पादन मंजिल पर उच्च रिटर्न सुनिश्चित करने के लिए, कुछ अनिवार्य नियम लागू होते हैं। ये सौंदर्यशास्त्र के सुझाव नहीं हैं। ये यांत्रिक जीवन के लिए आवश्यकताएं हैं।
- रेडियस कोर्नर: सभी कवरले ओपनिंग्स का न्यूनतम कोर्नर रेडियस 0.2mm होना चाहिए। कोई तीखे चौकोर नहीं।
- सिट्रेंज़ के लिए ओवरसाइज: ओपनिंग्स को पाड से 0.25mm (10 मिल्स) बड़ा होना चाहिए ताकि चिपकने वाले प्रवाह को ध्यान में रखा जा सके।
- पैड्स के लिए एंकर: कोई भी unsupported पैड को कवरले के नीचे कम से कम 0.15mm कॉपर स्पर्स extend करने चाहिए ताकि उठने से रोका जा सके।
- टियरड्रॉप्स: सभी ट्रेस-टू-पैड संक्रमणों को टियरड्रॉप्ड किया जाना चाहिए ताकि junction पर crackिंग से बचा जा सके।
लचीलें सर्किट में विश्वसनीयता सबसे कमजोर कोर्नर से परिभाषित होती है। कवरले और चिपकाने के सामग्री गुणों का सम्मान करके, डिज़ाइन CAD में थ्योरीटिकल मॉडल से FIELD में काम करने योग्य वास्तविकता में परिवर्तित हो जाता है।