यह आमतौर पर एक मंगलवार दोपहर को होता है, जैसे ही लाइन एक दोड़ के ऑर्डर के लिए बढ़ रही होती है। पिक-एंड-प्लेस मशीन—शायद एक पैनासोनिक एनपीएम या एक उच्च गति जूकी—गुनगुना रही है, कन्वेयर चल रहा है, और डैशबोर्ड मीट्रिक्स हरे हैं। सैद्धांतिक थ्रूपुट उच्च दिखता है। मशीन ग्लोबल फिड्यूशियल्स को पैनल रेल पर बिना एक भी त्रुटि लॉग के पा रही है। प्लेसमेंट फाइल में निर्देशांक ज्यामिति के अनुसार, सब कुछ सही है।

तब बोर्ड रिफ्लो ओवन से बाहर आते हैं।
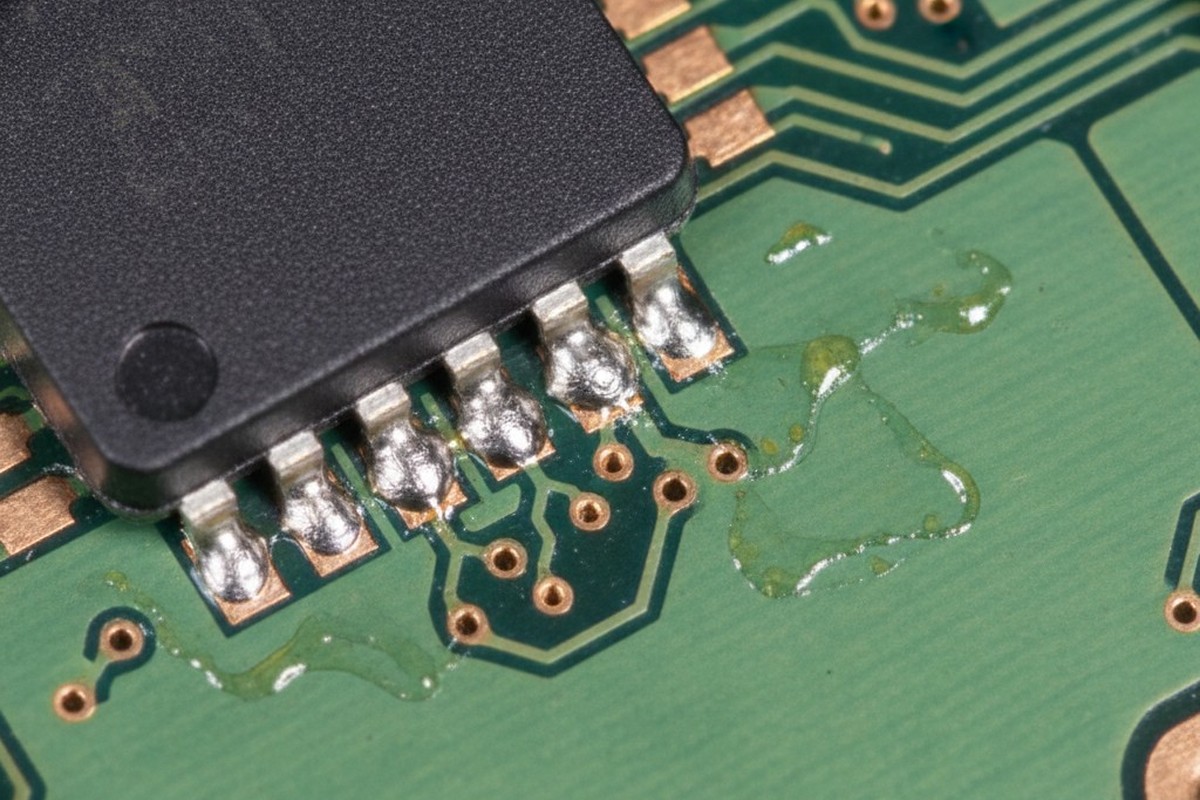
आप माइक्रोस्कोप के नीचे देखते हैं और आपदा देखते हैं। हर एक 0.4mm पिच QFN 0.15mm बाएं शिफ्ट हुआ है। Pads पुलिंड हैं। 0201 पासिव्स टॉम्बस्टोन या उनके लैंडिंग जोनों से कतर रहे हैं। आप महंगे कॉन्फेटी का एक पैनल पकड़ रहे हैं।
प्रोजेक्ट मैनेजर जानना चाहता है कि मशीन क्यों फेल हुई। लेकिन मशीन फेल नहीं हुई। यह बिल्कुल वही किया जो इसे दिए गए संदर्भों पर आधारित किया गया था। फेलियर कई हफ्ते पहले हुआ, एक CAD सॉफ्टवेयर स्वीट में, जब एक डिज़ाइनर ने फैसला किया कि पैनल रेल पर तीन फिड्यूशियल्स “काफी अच्छे” हैं पूरे असेम्बली के लिए।
झूठ का ज्यामिति
PCB डिज़ाइन में एक मौलिक गलतफहमी है जो बोर्ड को एक कठोर, अपवाद ग्रिड के रूप में मानता है। CAD पर्यावरण में, मूल बिंदु (0,0) और (250, 150) पर स्थित कंपोनेंट पैड के बीच की दूरी गणितीय रूप से पूर्ण है। यह कभी नहीं बदलता।
कारखाने की मंजिल पर, वह ग्रिड झूठ है।
जब मशीन एक पैनल को क्लैंप करती है, तो यह ग्लोबल फिड्यूशियल्स—वे तांबे के गोलाकार जो आमतौर पर वेस्ट रेलों या बोर्ड कोनों पर रहते हैं—को देखती है। यह उन बिंदुओं के आधार पर बोर्ड की स्थिति का अनुमान लगाती है। यदि बोर्ड थोड़ा घुमाया गया है—एक “थीटा” त्रुटि—मशीन गणितीय रूप से समायोजित करती है, अपनी आंतरिक निर्देशांक प्रणाली को बोर्ड के अनुसार घुमाते हुए।

मुद्दा यह है कि ज्यामिति त्रुटि को दूरियों पर leverage करती है। रेल पर केवल 0.05 डिग्री की घुमाव त्रुटि 10mm दूर एक कंपोनेंट के लिए न के बराबर हिलावट कर सकती है। लेकिन 300mm के पैनल के केंद्र में बैठे कंपोनेंट के लिए, वही छोटी कोणीय त्रुटि एक विशाल लैटरल स्विंग में बदल जाती है। मशीन सोचती है कि यह भाग को बिल्कुल सही निर्देशांक पर रख रहा है, लेकिन क्योंकि संदर्भ बिंदु बहुत दूर है, त्रुटि का “लीवर आर्म” चालें बढ़ाता है।
आप एक मशीन से कमरे के पार से सुई धागा करने को कह रहे हैं, जो कि किसी ने नैपकिन पर बनाए गए नक्शे के आधार पर है। यह कोई मायने नहीं रखता कि मशीन ब्रोशर 30 माइक्रोन सटीकता का दावा करता है। वह सटीकता उस संदर्भ के सापेक्ष है जिसे यह देखता है। यदि संदर्भ रेल पर है और लक्ष्य 150 मिमी दूर है, तो आप त्रिकोणमिति से लड़ रहे हैं, और त्रिकोणमिति हमेशा जीतती है।
एफआर-4 एक जीवंत स्पंज है
आकारिक लाभ काफी बुरा है, लेकिन यह मानता है कि बोर्ड खुद स्थिर है। यह नहीं है। हम पीसीबी को स्टील प्लेट के रूप में सोचने का रुख करते हैं, लेकिन वे वुंनेक कांच और एपॉक्सी रेजिन के मिश्रण हैं। ये मशीन की धातु से अधिक मजबूत वस्त्र के करीब हैं।
FR-4 एक जीवित, गतिशील सामग्री है। यह तापमान के साथ सांस लेती है। जब आप द्वि-पक्षीय असेंबली चलाते हैं, तो वह बोर्ड पहली बार में रीफ्लो ओवन से गुजरता है, तापमान 240°C से ऊपर देख रहा है। सामग्री फैलती है। कांच के रेशे तनाव को पकड़ते हैं। रेजिन और भी क curing होती है। जब यह ठंडा होती है, तो यह अपने यथार्थ मूल आयामों में वापस नहीं जाती। यह सिकुड़ जाती है,Warp हो जाती है, और टwist हो जाती है।
यदि आप लचीले सर्किट या पॉलीइमाइड सामग्री के साथ काम कर रहे हैं, तो यह वास्तविकता और भी अधिक हिंसक होती है। एक फ्लेक्स पैनल रेखीय रूप से बढ़ सकता है, यानी एक कोने से 0.1 मिमी तक फैल सकता है जबकि केंद्र 0.3 मिमी तक विस्तारित हो सकता है।
मशीन के दृष्टिकोण से, यह एक सपना है। यह रेल फिड्यूशियल पढ़ता है, उनके बीच का दूरी मापता है, और नोट करता है कि बोर्ड उसकी लंबाई में 0.5 मिमी सिकुड़ गया है। ASM या Mycronic जैसी उच्चतम मशीनें 'संकुचन मुआवजा' एल्गोरिदम का उपयोग करती हैं जो इस गलती को बोर्ड भर में औसत कर देगी, प्लेसमेंट निर्देशांकों को स्केल करके।
लेकिन यह स्केलिंग मानती है कि विकृति रेखीय है—कि बोर्ड समान रूप से खिंचा है जैसा कि रबर बैंड। वास्तव में, बोर्ड की विकृति एक भीगी स्पंज की तरह सूख रही है। उस केंद्र में सूक्ष्म-पिच BGA के पास स्थानिक विकृति पूरी तरह से किनारे कनेक्टर के पास की विकृति से अलग हो सकती है। मशीन, जो केवल रेलों को देख रही है, इसे जानने का कोई रास्ता नहीं है। यह एक स्थानीय समस्या को वैश्विक समाधान लागू करता है।
यह भी कारण है कि आप स्टेंसल संरेखण मुद्दे देखते हैं जो प्लेसमेंट गलतियों की नकल करते हैं। यदि आपका स्टेंसल प्रिंटर उन समान रेल फिड्यूशियल पर संरेखित कर रहा है, तो यह भी अनुमान लगा रहा है कि पैड कहां हैं। आप सोल्डर पेस्ट आधा-कम, आधा-पर पैड पर जमा होता है, और घटक आधा-कम, आधा-पर पेस्ट पर रखा जाता है। परिणामस्वरूप एक निश्चित रीफ्लो दोष होता है।
स्थानीय फिक्स

भौतिकी की विकृति और लाभज्योतिष की ज्यामिति को हराने का एक ही तरीका है: स्थानीय फिड्यूशियल।
एक स्थानीय फिड्यूशियल एक संदर्भ चिह्न है जो तुरंत ही सूक्ष्म-पिच घटक के पास रखा जाता है। 'सामान्य' के अंदर, इसका अर्थ है लक्ष्य से 10-20 मिमी के भीतर, अक्सर उसी कार्यात्मक ब्लॉक के भीतर।
जब आप मशीन को स्थानीय फिड्यूशियल का उपयोग करने के लिए मजबूर करते हैं, तो आप खेल बदल देते हैं। मशीन कैमरे को घटक क्षेत्र में ले जाती है, स्थानीय निशान ढूंढती है, और अपनी उत्पत्ति बिंदु को रीसेट करती है। अब, किसी भी घुमाव वाले त्रुटि का “लीवर आर्म” लगभग शून्य है। मशीन को परवाह नहीं है कि पैनल रेल 5 मिमी से अधिक दूर है, या बोर्ड अपने कुल लंबाई में 1 मिमी विकृत है। इसकी बस इतनी परवाह है कि इन स्थानीय निशानों और उनके ठीक बगल में पैड के बीच संबंध कैसा है।
यह घटक के चारों ओर एक “सत्य खिड़की” बनाता है। उस खिड़की के अंदर, सापेक्ष सटीकता बेहद उच्च है क्योंकि संदर्भ तात्कालिक है।
डिजाइनर अक्सर इस पर पीछे हटते हैं। उनका तर्क है कि उनके पास जगह नहीं है। वे उस 1mm x 1mm वर्ग को ट्रेस या विया के लिए बचाना चाहते हैं। लेकिन आपको पूछना चाहिए: उस स्थान की कीमत पुनः काम की कीमत से कितनी अधिक है? यदि आप 0.4 मिमी पिच QFN, 0.5 मिमी पिच BGA, या उच्च घनत्व वाले कनेक्टर को प्लेस कर रहे हैं, तो आप ऑपरेटर के साथ सौदा नहीं कर रहे हैं; आप गणित से लड़ रहे हैं।
सिद्धांत का नियम सरल है: यदि घटक का पिच 0.5 मिमी या उससे कम है, तो यह स्थानीय फिड्यूशियल की आवश्यकता है। यदि वह घटक 400 से अधिक पिन वाला BGA है, तो यह भी स्थानीय फिड्यूशियल की मांग करता है। दो निशान घुमाव के लिए आवश्यक होते हैं—आमतौर पर घटक के दोनों किनारों पर आयताकार रूप से रखे जाते हैं। एक निशान घुमाव के लिए व्यर्थ है; यह केवल अनुवाद (X/Y) देता है।
डिजाइनर की पसंदीदा त्वरित विधियाँ (जो काम नहीं करतीं)

जब वे कहते हैं कि उन्हें स्थानीय संदर्भों की आवश्यकता है, तो चालाक डिज़ाइनर अक्सर प्रणाली को धोखा देने की कोशिश करते हैं। सबसे सामान्य प्रयास है “Via as Fiducial।”
वे घटक के पास एक वाया की ओर संकेत करेंगे और पूछेंगे, “क्या आप बस कैमरा को उस होल की तरफ देखने को नहीं कह सकते?”
नहीं।
एक मैकेनिकल ड्रिल बिट भटकता है। ड्रिल होल की स्थिति पर टॉलरेंस अक्सर +/- 0.1mm या उससे भी बदतर होती है, जो फेब हाउस के ड्रिल स्टैक पर निर्भर करती है। इसके अलावा, होल के चारों ओर प्लेटिंग असामान्य हो सकती है। मशीन विजन सिस्टम विपरीतता पर काम करता है—विशेष रूप से, चमकदार तांबे/सुनहरे/सोल्डर और डार्क सोल्डरमास्क के बीच विपरीतता। एक वाया एक गंदा ऑप्टिकल टारगेट है। इसमें गहराई, छायाएँ, और असामान्य किनारे होते हैं।
एक वाया को का उपयोग संरेखण बिंदु के रूप में करना वैसा ही है जैसे हवा में उड़ रहे बैलून पर चित्रित टारगेट का उपयोग करके स्नाइपर राइफल को कैलिब्रेट करने की कोशिश करना। आप सिस्टम में अधिक त्रुटि ला रहे हैं बजाय इसे निकालने के।
इसी तरह, स्वचालन के लिए सोल्डरमास्क के खुलेपन पर निर्भर न रहें। सोल्डरमास्क रजिस्ट्रेशन टॉलरेंस ढीला है (लगभग +/- 75 माइक्रोन)। तांबे का पैड ही विद्युत रूप से महत्वपूर्ण है, इसलिए संरेखण मार्क को उसी तांबे की परत पर नक़्क़ाश किया जाना चाहिए जैसी कि पैड है। यही एकमात्र तरीका है कि वे साथ में हिलें।
आखिरी लाइन
यह आपके सॉफ्टवेयर में इनको सेट करने का तरीका नहीं है—यह एक ट्यूटोरियल है जो आप कहीं और पा सकते हैं। यह आपके उत्पादन रन की रक्षा के बारे में है।
रेल पर ग्लोबल फिडूसियल बोर्ड को मशीन में ले जाते हैं। ये बड़े, क्षमाशील भाग जैसे इलेक्ट्रोलिटिक कैपेसिटर या बड़े इनडक्टर्स को स्थानांतरित करने के लिए आवश्यक मोटा संरेखण संभालते हैं।
लेकिन स्थानीय फिडूसियल पार्ट को पैड पर लाता है। ये निर्माता प्रक्रिया की विकृति, ट्विस्ट, और खिंचाव की वास्तविकता के खिलाफ अकेला बचाव हैं। इन्हें स्थान बचाने के लिए छोड़ देना झूठी आर्थिकता है। आप एक मिलीमीटर FR-4 बचाते हैं, लेकिन इसके बदले तकनीशियन के घंटे, एक्स-रे निरीक्षण लागतें, और.scrapped panel का
सामग्री की वास्तविकता के लिए डिजाइन करें, न कि ग्रिड की पूर्णता के लिए।