दोष लगभग हमेशा दिखाई देता है यदि आप जानते हैं कि कब देखना है, लेकिन अधिकांश प्रक्रिया अभियंता गलत समय पर देख रहे हैं। आप लाइऩ का पालन करते हैं, प्रिंटर जाँचते हैं, और पैड पर एक साफ, वर्गाकार जमा देखते हैं। परिभाषा स्पष्ट है। मात्रा सही है। SPI (सोल्डर पेस्ट निरीक्षण) मशीन इसे हरा प्रकाश देती है। फिर भी बीस मिनट बाद, उसी बोर्ड ने कन्वेयर पर यात्रा की है और रिफ्लो ओवन से बाहर निकला है, आप एक ब्रिज्ड QFN या पावर FET के नीचे एक विशाल void को देख रहे हैं।

तत्काल प्रवृत्ति रिफ्लो प्रोफ़ाइल या स्टेंसिल एपर्चर डिज़ाइन को दोष देने की है, लेकिन अपराध ओवन में नहीं हुआ। यह दस मिनट में हुआ जब बोर्ड कन्वेयर पर इंतजार कर रहा था।
हम इसे “कोल्ड स्लम्प” कहते हैं, जो फ़र्स्ट पास यील्ड (FPY) का मौन हत्यारा है। तकनीकी रूप से यह एक तरल है, सोल्डर पेस्ट अपने तापमान को देखे बिना ही अपने वजन के नीचे आराम करने और फैलने लगता है। एक निर्दोष लैब वातावरण में, इस प्रभाव को न्यूनतम माना जाता है। लेकिन एक असली फैक्ट्री में—जहां नमी बदलती रहती है और एयर कंडीशनिंग गर्मी के खिलाफ संघर्ष कर रहा है—कोल्ड स्लम्प तेज ईंट जैसी जमा को अस्पष्ट मलबे में बदल देता है जो अपने पड़ोसियों को स्पर्श करते हैं। जब बोर्ड प्री-हीट क्षेत्र में प्रवेश करता है, तो ब्रिज पहले ही बन गया होता है। अधिक प्रोफ़ाइल ट्यूनिंग से दो पैडों को अलग करना संभव नहीं है जो पहले ही मिल चुके हैं। गर्मी समस्या नहीं है। कमरे के तापमान पर पेस्ट के भौतिकी ही है।
क्रैसिस ऑफ द कॉलैप्स
यह समझने के लिए कि क्यों पेस्ट बिना किसी कार्रवाई के fail हो रहा है, सामग्री स्वयं को देखें। सोल्डर पेस्ट आसान ग्लू नहीं है। यह धातु के गोले (पाउडर) का घना स्थापन है जो रासायनिक वाहन (फ्लक्स) में तैर रहे हैं। प्रिंटिंग का जादू थिक्सोट्रॉपी पर निर्भर करता है। जब स्क्वीजी स्टेंसिल के पार पेस्ट को धकेलता है, तो shear force पेस्ट की विसकोसिटी को कम करता है, जिससे यह उद्घानों में तरल की तरह प्रवाहित हो जाता है। जब स्क्वीजी गुजरता है और स्टेंसिल उठती है, तो वह shear force रुक जाती है। आदर्श रूप से, पेस्ट तुरंत अपनी उच्च विसकोसिटी पुनः प्राप्त कर लेती है और उस उत्तम ईंट के आकार में
लेकिन रिकवरी कभी भी तुरंत नहीं होती, और यह कभी स्थायी नहीं होती। फ्लक्स वाहन लगातार गुरुत्वाकर्षण और सतह तनाव से लड़ता है। यदि चिपचपपन जल्दी ठीक नहीं होता, तो भारी धातु कण — याद रखें, यह मुख्य रूप से टिन और चांदी है — फ्लक्स को बाहर निकालते हैं। इसे स्लम्प कहा जाता है: धीमी गति का ढहाव। 0.5mm पिच QFP या टाइट QFN थर्मल पैड पर, आपके पास केवल कुछ मिल्स का गैप होता है। यदि पेस्ट सिर्फ 10% स्लंप करता है, तो वह गैप गायब हो जाता है।
इंजीनियर अक्सर इसे फिर से डिज़ाइन करने वाले स्टेंसिल से लड़ने की कोशिश करते हैं। वे 'होम प्लेट' या 'विपरीत होम प्लेट' एपर्चर्स का अनुरोध करते हैं ताकि पेस्ट के आयतन को कम किया जा सके, उम्मीद है कि कम पेस्ट का मतलब कम फैलाव है। यह भौतिकी समस्या पर एक इंजीनियरिंग बैंड-एड है। आयतन कम करने से आपको साथ बनाने के लिए कम सोल्डर मिलेगा, संभावना है कि इससे स्टारवऑटक या कमजोर यांत्रिक बंधन हो सकता है, और यह मूल समस्या का समाधान नहीं करता है। यदि पेस्ट की रियोलॉजी खराब है, तो छोटा डिपोजिट भी स्लंप करेगा; इसे करने में केवल कुछ मिनट अधिक लगेंगे।
हाइग्रोस्कोपिक खतरा
इस चिपचपपन टूटने का मुख्य कारण सामान्यतः पेस्ट सूत्र नहीं है — आधुनिक SAC305 टाइप 4 पेस्ट रासायनिक रूप से मजबूत हैं। यह एक अदृश्य घटक है: पानी। फ्लक्स के रसायन स्वाभाविक रूप से हिग्रोस्कोपिक होते हैं। ये वायु से नमी को स्पंज की तरह सोख लेते हैं। जब आप जार को खोलkar रखते हैं या स्टेंसिल पर पेस्ट का ग्लोब रखते हैं, तो यह सक्रिय रूप से कारखाने की हवा से पानी के अणुओं को खींचता है।
यह अवशोषित पानी फ्लक्स के नाजुक रासायनिक संतुलन को नष्ट कर देता है। यह एक पतला करने वाला के रूप में कार्य करता है, इसकी दृश्यता के बिना, और अत्यधिक रूप से स्लंप प्रतिरोध को कम करता है। शायद आप इसे नग्न आंखों से नहीं देख पाएंगे, लेकिन रियोलॉमीटर लेखनी को गिरते हुए दिखाएगा। यदि आपका कारखाना का फर्श 70% सापेक्ष आर्द्रता (RH) पर चल रहा है क्योंकि यह एक बरसात मंगलवार है और सुविधा प्रबंधक जलवायु नियंत्रण पर पैसे बचाने की कोशिश कर रहा है, तो आपका पेस्ट एक्सपोनेंशियल रूप से तेज़ी से खराब हो रहा है जैसे कि डेटा शीट का दावा है।
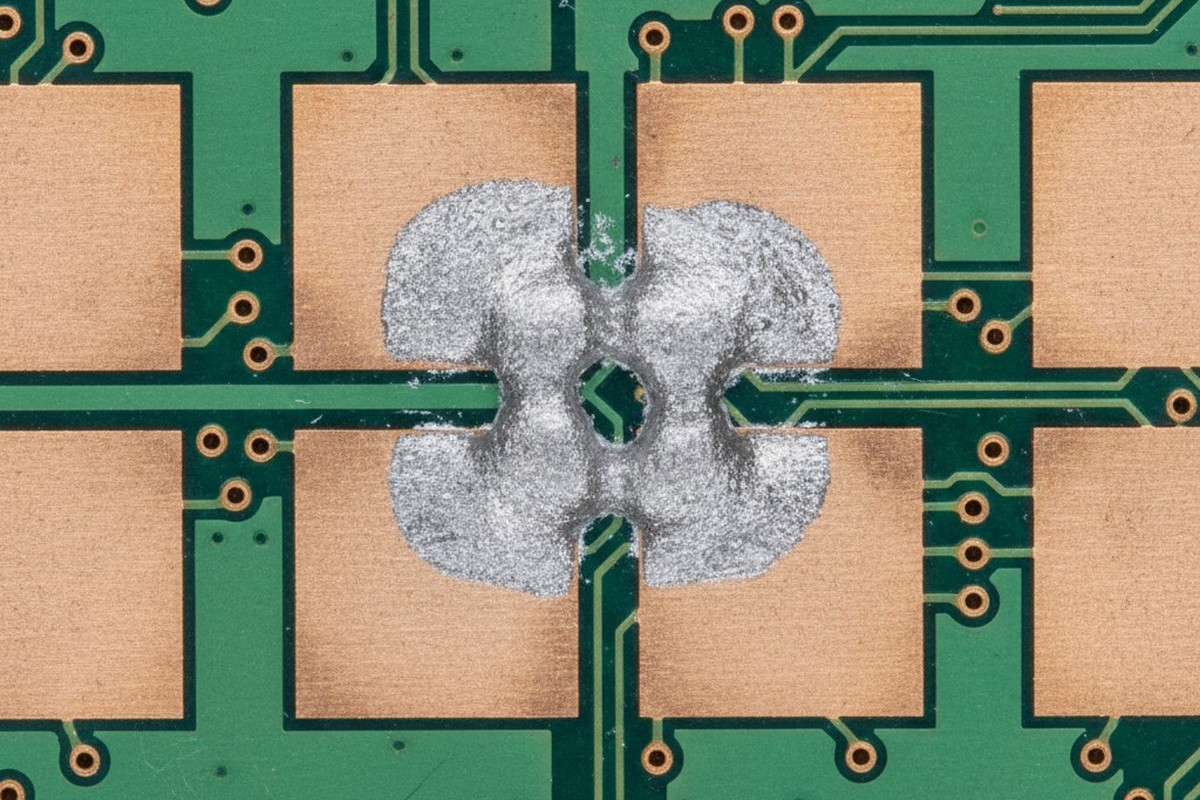
परिणाम केवल ब्रिजिंग से परे जाते हैं। वह पानी वहाँ नहीं टिकता; वह उबलता है। जब बोर्ड रिफ्लो ओवन से टकराता है, तो अंदर फंसा हुआ पानी तुरंत भाप में बदल जाता है। यह माइक्रो-इम्प्लोजन सोल्डर पाउडर को फोड़ देता है। यदि आप अस्थायी “सोल्डर बॉलिंग” या “मिड-चिप बीड्स”—वे छोटे धातु गोले जो कैपेसिटर के किनारे चिपके होते हैं—की तलाश कर रहे हैं, तो अपने रिफ्लो प्रोफाइल रैम्प रेट को नहीं देखिए। आप शायद पानी उबाल रहे हैं। भाप संधि के अंदर खोकलन बनाती है और सोल्डर बॉल्स को बाहर निकालती है। आप एक नमी समस्या से लड़ रहे हैं जो थर्मल दिखावा कर रही है।
कोल्ड चेन टूटी

हालांकि, सबसे भयंकर हैंडलिंग त्रुटि तब होती है जब पेस्ट अभी भी प्रिंटर तक नहीं पहुंची होती। यह संग्रह से लाइन तक संक्रमण में होता है। सोल्डर पेस्ट तेजी से खराब होने वाली चीज है। इसे 4°C पर संग्रहित किया जाता है ताकि फ्लक्स और पाउडर के बीच रासायनिक प्रतिक्रिया को रोका जा सके। यदि वह प्रतिक्रिया चलती है, तो फ्लक्स जार में रहते हुए खत्म हो जाता है। लेकिन ठंडी भंडारण एक जाल बनाता है।
एक “खराब बैच” का समयरेखा विचार करें। लॉग दिखाते हैं कि पेस्ट को सुबह 7:00 बजे फ्रिज से निकाला गया था शिफ्ट शुरू होने के लिए। दोष—भारी ब्रिजिंग और खाल्तियां—सुबह 9:00 बजे दिखाई देने लगती हैं। ऑपरेटर का दावा है कि उन्होंने प्रक्रिया का पालन किया। लेकिन यदि आप “पेस्ट आउट” लॉग को ध्यान से देखें, तो आप पाएंगे कि जार तुरंत खोला गया था। जब आप 4°C जार को 25°C कमरा और 60% आर्द्रता में खोलते हैं, तो तुरंत ही ठंडी सतह पर संघनन बनता है। सोचिए कि एक ठंडी बीयर एक आंगन पर पसीना गिरा रही है—यह वही भौतिकी है। वह संघनन बस पानी है, और आपने उसे सीधे अपनी रसायन में मिला दिया।
संग्रहण उपकरण स्वयं अक्सर दोषी होते हैं। यह सामान्य है कि एक फैक्ट्री लाखों डॉलर के SMT लाइनों को चलाते हुए एक $90 डॉर्म-रूम मिनी-फ्रिज पर निर्भर हो, जिसमें पचास हजार डॉलर की इन्वेंटरी जमा हो। इन उपभोक्ता उपकरणों में भयंकर थर्मल हिस्टेरसिस होती है। वे बहुत तेजी से चक्रित होते हैं, कभी-कभी पेस्ट को फ्रीज़ कर देते हैं (जो स्थायी रूप से फ्लक्स सस्पेंशन को नुकसान पहुंचाता है) और कभी-कभी इससे 15°C तक ऊपर उठने देते हैं। यदि पेस्ट फ्रीज़ हो जाता है, तो फ्लक्स अलग हो जाता है। किसी भी मिश्रण की प्रक्रिया इसे ठीक नहीं कर सकती। यदि आप नई जार पर पृथक्करण या “खोलथ” देखते हैं, तो फ्रिज देखें, विक्रेता नहीं।
एक व्यापक मिथक है कि आप हीटिंग या जोर-शोर से मिलाने से पेस्ट को “तेजी से गर्म” कर सकते हैं। यह झूठ है। पेस्ट को टेम्पर करने का एकमात्र सुरक्षित तरीका है कि इसे फ्रिज से निकालें और कम से कम चार से आठ घंटे तक सील कर के कमरे के तापमान पर रहने दें। यदि आपने पहले से योजना नहीं बनाई है और आपको पेस्ट चाहिए अबतो, आप भाग्य से बाहर हैं। सील को जल्दी तोड़ना नमी की मात्रा को सुनिश्चित करता है।
नीचे खरोंचना
उत्पादन में अंतिम शत्रु मितव्ययिता है। सोल्डर पेस्ट महंगा है, अक्सर प्रति किलोग्राम सैकड़ों डॉलर में। इससे प्रबंधक और ऑपरेटर इसे तरल सोने की तरह मानते हैं, हर ग्राम बचाने की कोशिश करते हैं। आप देखते हैं कि ऑपरेटर सूखे, खौलने वाले पेस्ट को सqueegee की अंतिम यात्रा से निकाल कर वापस जार में डालते हैं, या ताजा पेस्ट के साथ मिलाते हैं।

यह “स्क्रैपर की अर्थव्यवस्था” गणितीय रूप से विनाशकारी है। वह उपयोग किया हुआ पेस्ट घंटों से वायु के सम्पर्क में रहा है। इसका flux खत्म हो चुका है, इसकी सघनता आरोपण है। इसमें नमी और ऑक्सीकरण अवशोषित हो चुका है। इसे फिर से मिलाने से, आप ताजा सामग्री को प्रदूषित कर देते हैं। अनुपात सोचें: 50 ग्राम बेकार पेस्ट शायद तीन डॉलर की कीमत रखता है। एक बार पुनः वर्किंग BGA बोर्ड में तकनीशियन का समय लागत है-पचास डॉलर, साथ ही पूरे PCBA को रद्द करने का जोखिम। यदि आप तीन डॉलर बचाते हैं और पचास का जोखिम लेते हैं, तो आप पैसे नहीं बचा रहे हों।
इसी तरह, शेल्फ जीवन बढ़ाने का निरंतर दबाव है। “यह पिछले हफ्ते समाप्त हो गया है, क्या हम अभी भी इसका उपयोग कर सकते हैं?” जवाब हमेशा नहीं होना चाहिए। फ्लक्स का रासायनिक गिरावट एक सुझाव नहीं है; यह एक वास्तविकता है। समाप्ति के बाद दोष और खुले संधियों का जोखिम हर दिन बढ़ता है। यदि आप यह सवाल कर रहे हैं, तो आपकी इन्वेंट्री प्रबंधन समस्या है, समाप्ति तिथि नहीं।
अनुशासन ही समाधान है
ठंडी स्लम्प और “रहस्यमय” दोषों का समाधान अक्सर नई, महंगी धातु मिश्र धातु या नैनोकोटेड स्टेंसिल नहीं होता। यह नीरस, कठोर अनुशासन है। यह एक $20 थर्मामीटर और ह्यूग्रोमीटर खरीदना है और इसे सीधे प्रिंटर के पास रखना है। यह ठंडी भंडारण से निकाले गए पेस्ट पर एक सख्त “खोलें नहीं” समय लागू करना है। यह ऑपरेटरों को अनुमति देना है कि वे लंबे समय तक स्टेंसिल पर रहे पेस्ट को फेंक दें, बजाय इसे बचाने की कोशिश करने के।
प्रक्रिया नियंत्रण सामग्री विज्ञान से बेहतर है। आप दुनिया का सबसे महंगा, स्लम्प-प्रतिरोधी टाइप 5 पेस्ट चला सकते हैं, लेकिन यदि आप इसे गंदगी की तरह व्यवहार करते हैं—यदि आप इसे गीला होने देते हैं, फ्रीज़ कर देते हैं, या 24 घंटे बाहर छोड़ देते हैं—यह असफल हो जाएगा। विपरीत रूप से, एक अनुशासित लाइन नियंत्रित वातावरण में सामान्य SAC305 चला सकती है और लगभग शून्य दोष दर प्राप्त कर सकती है। पेस्ट आमतौर पर काम करता है। सुनिश्चित करें कि वातावरण इसे काम करने देता है।