Il suono di un fallimento nel test di caduta è distinto, ma il silenzio che segue nel laboratorio di analisi dei guasti è dove risiede la vera tensione. Un prototipo di dispositivo portatile colpisce il cemento. Lo schermo sopravvive, la custodia sopravvive, ma l'unità è morta. Il riflesso immediato nei reparti di ingegneria è incolpare la casa di fabbricazione. L'accusa è quasi sempre la stessa: il laminato era “cattivo”, la resina era “non completamente polimerizzata” o l'adesione era “debole”.
Ma quando si ingrandisce la sezione trasversale, la storia cambia. Il pad di rame non si è solo sollevato; ha portato con sé un pezzo del dielettrico epossidico. Questo è il cratering del pad. Non è un fallimento della chimica dell'adesione; è un fallimento dell'architettura meccanica. Non si può risolvere un problema geometrico chiedendo una scheda tecnica “più forte” al fornitore del materiale. Se vedi crateri, probabilmente stai chiedendo al laminato di fare un lavoro che appartiene allo chassis meccanico.
Anatomia del Cratere
Non puoi risolvere il problema se continui a identificarlo erroneamente. Gli ingegneri spesso confondono qualsiasi separazione sotto un BGA (Ball Grid Array) con il “sollevamento del pad”. Il sollevamento del pad è solitamente un fenomeno termico o il risultato di una scarsa bagnatura durante il reflow. Il cratering del pad è una frattura meccanica violenta.

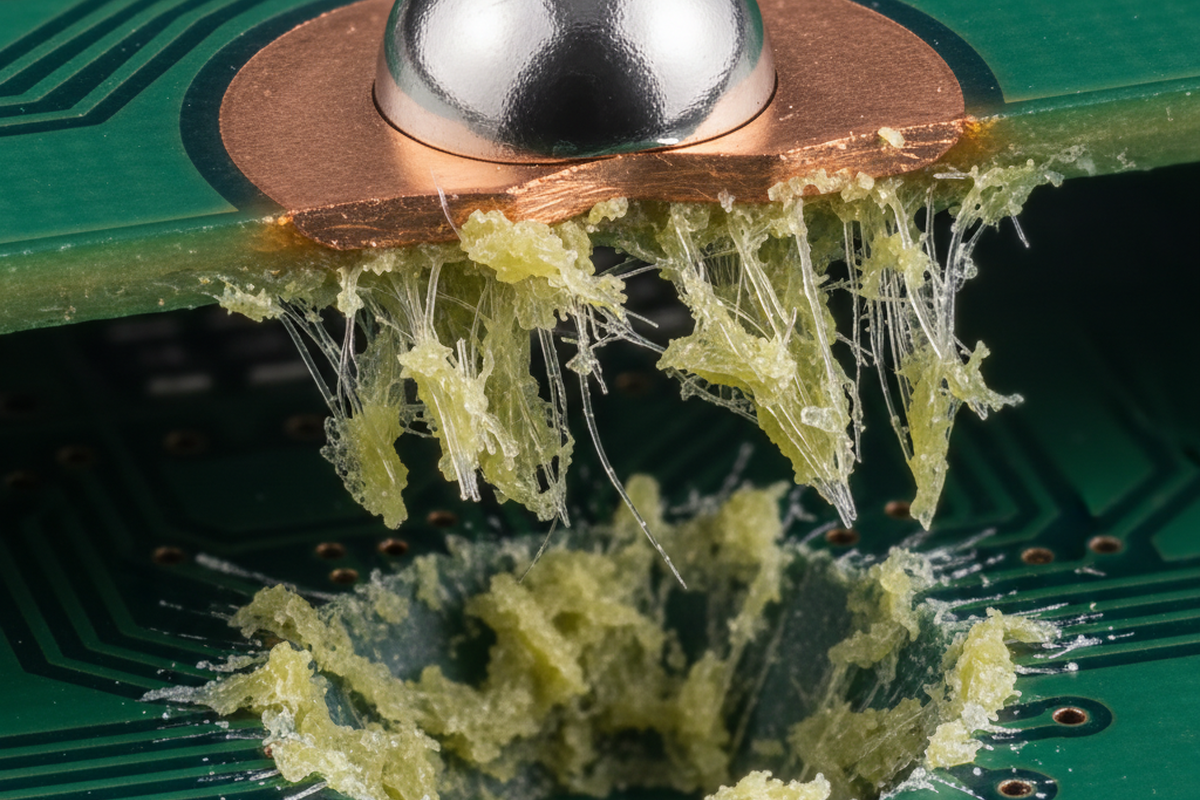
Guarda il sito del guasto al microscopio. Un vero cratere lascia una fossetta distinta nel materiale del laminato stesso. Il pad di rame è ancora saldamente attaccato alla sfera di saldatura, e la sfera di saldatura è saldamente attaccata al componente. Il guasto è avvenuto interamente all'interno della resina dielettrica sotto il rame. Sembra una pallina di gelato strappata dal contenitore.
Questa distinzione è critica perché esclude il panico comune del “Black Pad”. Il Black Pad è un problema di corrosione chimica che interessa le finiture ENIG (Electroless Nickel Immersion Gold), lasciando una superficie scura e piana dove la saldatura non ha bagnato. Se vedi epossidico frastagliato e fibre di vetro che sporgono dalla scheda o attaccate al fondo del pad sollevato, non hai un problema di Black Pad. Hai un problema di gestione dello stress. La resina non ha fallito chimicamente. È stata sopraffatta meccanicamente.
La Fisica della Velocità: Sensibilità alla Velocità di Deformazione
Il motivo per cui questa modalità di guasto è così insidiosa—e così spesso incolpata di “lotti difettosi”—è che FR-4 e laminati simili sono sensibili alla velocità di deformazione. Un materiale che si comporta con una discreta duttilità durante un ciclo termico lento o un test di flessione statica si comporterà come vetro fragile durante un impatto ad alta velocità.
Quando un dispositivo colpisce il suolo, l'onda d'urto viaggia attraverso il PCB. Se la scheda è libera di flettersi, quell'energia di deformazione deve andare da qualche parte. In un evento di caduta standard (secondo JEDEC JESD22-B111 o simili), la velocità di deformazione può essere incredibilmente alta. A queste velocità, le catene polimeriche nella resina non hanno tempo di riorientarsi e dissipare energia. Si spezzano semplicemente.
Ecco perché guardare la Temperatura di Transizione Vetrificata (Tg) su una scheda tecnica è una perdita di tempo per questa specifica modalità di guasto. Tg misura la prestazione termica, non la tenacità alla frattura (K1c) o il modulo ad alta velocità. Puoi pagare un premio per un materiale ad alta Tg (170°C+) e vedere comunque crateri catastrofici perché il materiale è altrettanto fragile, se non di più, a velocità di impatto a temperatura ambiente.
I Killer Silenziosi: È Successo Prima della Caduta

Prima ancora di caricare la scheda nel tester di caduta, potresti aver già condannato i pad. Una percentuale significativa di “fallimenti al test di caduta” sono in realtà “fallimenti di depannellizzazione” che si sono semplicemente aperti durante la caduta.
Considera la meccanica della rottura di una scheda da un pannello. Se usi un processo di V-score e separi le schede manualmente o con una lama stile tagliapizza, introduci enormi momenti di flessione direttamente nel bordo della scheda. Se un connettore pesante o un BGA si trova troppo vicino a quella linea di rottura, l'onda di stress dello scatto crea microfessure nella resina sotto i pad. Queste crepe sono invisibili a occhio nudo e spesso superano il test elettrico (ICT) perché il rame è ancora a contatto. Ma l'integrità strutturale della resina è persa.
Spesso è da qui che provengono i guasti “fantasma”. Il test di caduta non ha rotto la resina; ha solo completato il lavoro iniziato dalla fresa. Se vedi crateri vicino ai bordi della scheda, ignora per un momento l'altezza di caduta e controlla la tua stazione di depaneling. Cerca estensimetri sulla staffa. Se non li vedi, non stai misurando la variabile che sta effettivamente uccidendo il tuo rendimento.
La Trappola della Rigidità della Saldatura
Molti progettisti trascurano una variabile controintuitiva: rendere la saldatura più forte spesso rende il sistema più debole. La lega senza piombo standard del settore, SAC305 (Sn-Ag-Cu), è ampiamente usata perché è affidabile e ben compresa. Tuttavia, SAC305 ha un modulo di Young relativamente alto: è rigida.
In un evento di caduta, vuoi compliance. Vuoi qualcosa nello stack-up che agisca come ammortizzatore. Se la saldatura è rigida (SAC305), il componente è rigido (BGA ceramico) e il pad di rame è rigido, l'unica cosa rimasta ad assorbire l'energia è la resina del laminato. La resina è la cosa “più morbida” in quella specifica catena ad alta rigidità, quindi si strappa.
Passare a una lega a modulo inferiore, come SAC105 o alcune leghe a basso contenuto di argento drogato, può ridurre drasticamente il cratering. Queste leghe più morbide si deformano plasticamente durante lo shock, assorbendo l'energia che altrimenti si trasferirebbe nel laminato. Per un ingegnere sembra sbagliato chiedere una saldatura “più debole”, ma nel contesto dello shock meccanico, la compliance è sopravvivenza. Naturalmente, questo introduce un compromesso: un contenuto di argento più basso spesso riduce l'affidabilità al ciclo termico. Devi bilanciare il rischio che il dispositivo muoia per una caduta contro il rischio che muoia per fatica termica in cinque anni. Ma per i dispositivi portatili, la caduta è di solito il killer principale.
La geometria è il Destino
In definitiva, non puoi ingannare la fisica con una specifica del materiale. Se posizioni un grande e pesante BGA al centro di un PCB sottile e poi monti quel PCB con viti solo agli angoli lontani, hai costruito un trampolino. Quando quel trampolino si flette durante uno shock, la curvatura è massima al centro, proprio dove il tuo BGA è saldato.
La soluzione più efficace per il cratering dei pad raramente coinvolge un nuovo materiale di laminato. Di solito, ti serve solo una nuova vite di montaggio. Aggiungere un distanziale o un supporto vicino al grande BGA aumenta la rigidità locale della scheda, prevenendo la flessione che causa la crepa. Stai cambiando la forma modale della scheda durante la vibrazione.
Questo vale anche per il routing delle tracce. Mentre il “tear delle tracce” è un parente del cratering (dove la traccia di rame si spezza al restringimento vicino al pad), la soluzione è simile. Le gocce e le tracce di ingresso più larghe distribuiscono lo stress. Ma nessun aumento dello spessore della traccia salverà un pad se la scheda è lasciata flettersi di 4 mm durante un impatto.
Devi tracciare le linee di forza. Guarda dove si trova la massa (batterie, dissipatori, schermature) e guarda dove sono gli ancoraggi. Se i tuoi componenti sensibili si trovano sulle “linee di faglia” tra questi punti, stai facendo affidamento sulla tenacità alla frattura di uno strato sottile di resina epossidica per tenere insieme il tuo prodotto. È una scommessa che alla fine perderai. Fissa la massa, irrigidisci localmente la scheda e smetti di sperare che la resina ti salvi.