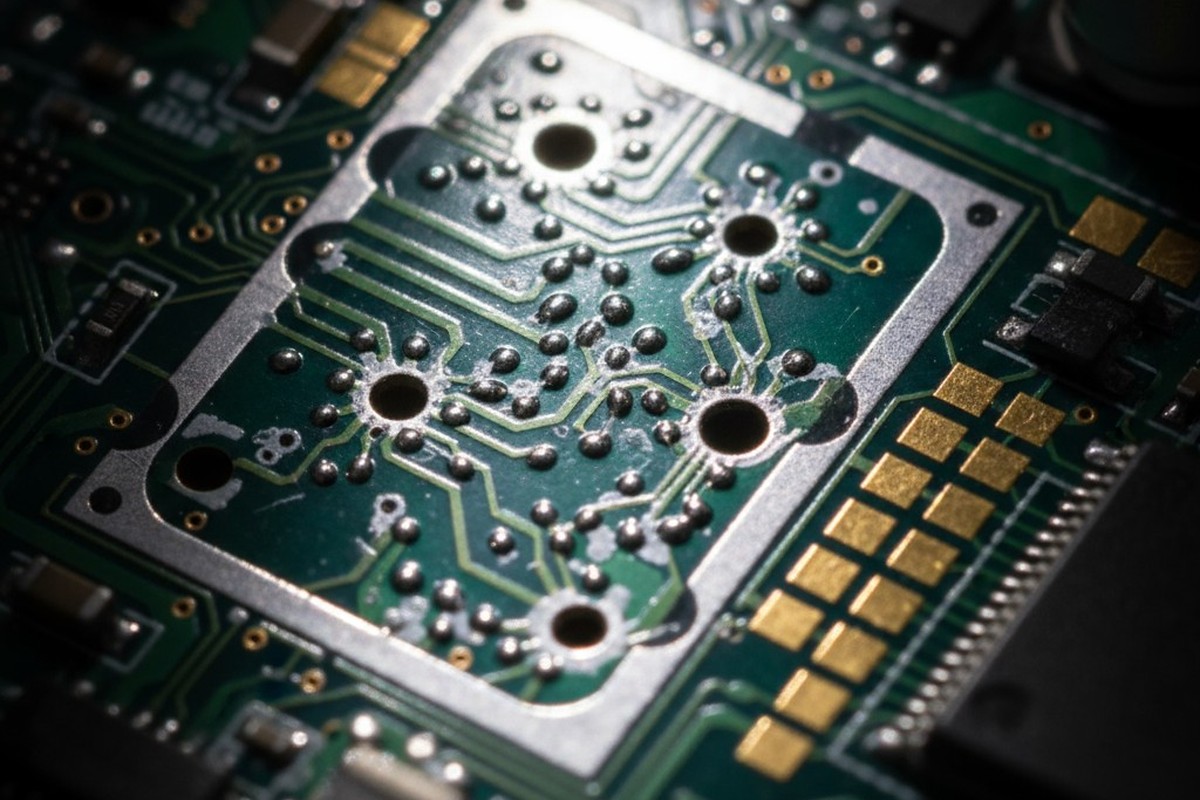
O forno de reflow completa seu perfil térmico, as placas emergem da fase de vapor, e os escudos RF ficam suavemente soldados às suas paddings. A montagem parece perfeita. No entanto, três semanas após os testes funcionais, falhas intermitentes começam a surgir. Quando você remove o escudo, a evidência é inconfundível: pequenas bolinhas de solda espalhadas pela placa, manchas de umidade retida irradiando dos vias, e nos piores casos, pontes de solda curto-circuitando trilhas.

A causa raiz? Uma decisão de projeto que parecia conservadora, uma prática padrão emprestada do design geral de PCB sem considerar o ambiente único sob um escudo. Essa decisão foi o tampamento das vias.
Embora o tampamento de vias faça sentido em muitos contextos, o espaço fechado sob um escudo RF transforma o processo de reflow em um experimento de vaso de pressão. Umidade presa, voláteis na máscara de solda e os produtos de decomposição da resina epóxi buscam rotas de escape à medida que as temperaturas sobem. Com uma lata de metal selada na placa, essas rotas são poucas. As consequências manifestam-se como danos por liberação de gases, defeitos de bolinhas de solda e confiabilidade comprometida. Argumentamos que o tampamento de vias deve ser completamente evitado sob e imediatamente ao redor de escudos RF. O motivo é baseado na física do reflow e no comportamento do material da máscara de solda sob estresse térmico.
A Prática Comum Escondendo uma Bomba de Reflow
Tampamento de vias, onde a máscara de solda é aplicada sobre o orifício da via, tem a finalidade de selar a via de cima para baixo. Isso impede que a pasta de solda se infiltre na tubulação durante o reflow, uma abordagem perfeitamente racional para muitos projetos. A prática é amplamente documentada nos padrões IPC e tem sido uma escolha confiável por décadas. Na maioria das aplicações, funciona sem incidentes.
Os escudos RF quebram esse modelo. Um escudo é uma gaiola metálica soldada à placa para criar uma barreira eletromagnética. Durante o reflow, essa gaiola torna-se uma câmara semi-selada, isolando o interior da atmosfera do forno. Gases gerados dentro ficam presos. Isso é fundamentalmente diferente do ambiente de placa aberta, onde a maioria dos componentes vive.
A armadilha é configurada pela interação entre esse espaço fechado e os materiais da placa. A máscara de solda, um polímero à base de epóxi, absorve umidade do ar. Quando aquecida além do ponto de transição vítrea, esses voláteis presos expandem-se e buscam liberação. Em uma placa aberta, eles simplesmente ventam para dentro do forno. Sob um escudo, eles ficam presos. Os vias tampados, destinados a serem barreiras seladas, tornam-se agora pontos frágeis. A película de máscara de solda sobre uma via é mais fina do que a máscara ao redor, e conforme a pressão aumenta pela liberação de gases, essa película fina pode romper-se ou formar bolhas. O que surge não é uma liberação limpa de vapor, mas um defeito localizado que atravessa a solda fundida.
O que Acontece Sob o Escudo
O processo de reflow para solda sem chumbo geralmente atinge seu pico perto de 250°C, muito acima da temperatura de transição vítrea de 120-150°C da maioria das máscaras de solda. À medida que a placa aquece, o epóxi da máscara passa de um estado vítreo e rígido para um estado mais elástico. Isso permite que a umidade absorvida vaporize e migre, criando gradientes de pressão interna que encontram seu ponto mais fraco: a máscara fina sobre um pad.
O Mecanismo de Liberação de Gases
A liberação de gases é a liberação violenta de gases presos de um material sob calor. Durante os 30 a 90 segundos de pico de reflow, a fina película da máscara de solda sobre uma via — muitas vezes com apenas 15-25 microns de espessura — deve conter essa pressão. Se a película romper, o gás escapa rapidamente para um ambiente onde a pasta de solda está totalmente fundida.
Esse jato de gases escapando e produtos de decomposição do epóxi cria turbulência, impulsionando pequenas gotas de solda para longe de suas paddings. Essas bolinhas de solda se espalham pelo interior do escudo, criando uma área de minas de potenciais defeitos.
Como se Formam as Bolas de Solda e Por Que Elas Importam
Bolas de solda são pequenas esferas de liga que se formam quando a solda fundida é deslocada e solidifica isoladamente. O jato de gás de um via rompido lança essas gotas, que naturalmente formam esferas devido à tensão superficial. À medida que a placa esfria, elas se solidificam onde quer que aterrissam.
O risco elétrico é direto. Uma esfera condutora pode conectar duas trilhas, criando um curto-circuito. Mesmo que não cause uma falha imediata, uma bola de solda solta é uma bomba-relógio de confiabilidade; vibração ou ciclos térmicos podem desprendê-la, causando um curto-circuito mais tarde na vida do produto. Para aplicações de alta confiabilidade em automotivo, médico ou aeroespacial, a mera presença de bolas de solda é um critério de rejeição.
O risco mecânico é mais sutil. Bolas de solda presas sob uma proteção podem impedir que ela encaixe perfeitamente na placa, degradando a eficácia da blindagem. Em casos extremos, uma bola alojada entre a proteção e um componente pode criar tensão mecânica, levando a trincas no componente ou fadiga na junta de solda. Reaproveitar uma placa para remover uma proteção é trabalhoso e caro, muitas vezes exigindo um ciclo completo de reflow e arriscando danos à placa e à própria proteção.
Por Tratamentos que Sobrevivem ao Reflow

A solução é eliminar a película fina de máscara de solda sobre a via e fornecer um caminho controlado para qualquer liberação de gases. Existem três alternativas principais para vias sob blindagens RF.
Vias Abertas: A escolha mais simples é deixar as vias abertas, sem máscara de solda sobre a abertura. Isso cria um caminho de ventilação claro para qualquer umidade ou voláteis na laminação, prevenindo o acúmulo de pressão. A principal preocupação com vias abertas—capilaridade de solda na tubulação—raramente é um problema sob blindagens, pois as pads de montagem da blindagem são grandes e normalmente não adjacentes a componentes de pitch fino. Essa é a solução de menor custo e mais direta.
Vias Preenchidas: Aqui, a tubulação da via é preenchida com uma epoxy não condutiva, então alisada e revestida por eletrólise. Isso elimina o espaço vazio que prende umidade, efetivamente prevenindo a liberação de gases da tubulação. Vias preenchidas são significativamente mais caras e geralmente reservadas para designs via-in-pad onde um componente deve ficar diretamente sobre a via. Embora eficiente, muitas vezes é exagerado para a área sob uma blindagem.
Vias Plugadas: Um meio-termo, uma via plugada é preenchida com uma máscara de solda ou resina que fica logo abaixo da superfície. A tampinha impede a capilaridade da solda, mas não cria um selo hermético. Embora seja menos custosa do que vias totalmente preenchidas, elas oferecem vantagem limitada sobre vias abertas nesta aplicação específica, pois o objetivo principal é ventilação, não vedação.
Uma abordagem relacionada e mais econômica é via-perto-da-pad. Ao colocar vias abertas logo fora das pads de montagem da blindagem—mantendo uma folga de pelo menos 0.2 mm do depósito de pasta de solda—você obtém a conexão elétrica necessária sem o risco de capilaridade ou o custo de preenchimento.
Projetando para Rework
Evitar vias com tampa é o primeiro passo. O próximo é projetar considerando a realidade de que as blindagens frequentemente precisam ser removidas para depuração, reparo ou atualizações.
Aberturas de máscara de solda ao redor do perímetro da blindagem devem ter tamanho suficiente para permitir o acesso às ferramentas de retrabalho. Uma prática comum é definir uma abertura que se estenda de 0.1 a 0.15 mm além da pad da blindagem. Isso fornece uma orientação visual e garante que toda a junta de solda seja acessível. Se a abertura for muito justa, a máscara atua como um dissipador de calor, dificultando o retrabalho; se for muito grande, expõe trilhas adjacentes ao risco de dano.
Suponha desde o início que a blindagem será removida. Planeje os pads de montagem com massa térmica suficiente e folga na máscara de solda para suportar múltiplos ciclos de retrabalho sem levantar. Isso significa usar pads maiores que o mínimo necessário para fixação e documentar o procedimento correto de retrabalho, incluindo a temperatura da ferramenta e o tempo de dwell.
Estratégia de Ponto de Teste Quando Escudos Bloqueiam Acesso
Uma blindagem RF é uma parede, bloqueando o acesso direto por sonda aos sinais internos. Pontos de teste críticos devem ser realocados fora do perímetro da blindagem durante a fase de projeto.
Para redes de energia e terra, isso é simples, pois podem ser acessadas em outro lugar da placa. Para sinais sensíveis RF ou de alta velocidade, a solução costuma ser um pequeno pad de sonda acoplada em corrente contínua localizado logo fora da parede de blindagem. Isso permite testes sem comprometer a integridade do blindagem, embora a pequena capacitância parasítica deva ser considerada no projeto.
Distingua entre via de costura e vias de teste. Os arrays densos de vias pequenas sob uma blindagem são para aterramento, não para teste. Se você precisar sondar uma conexão de terra, adicione uma via de teste dedicada de diâmetro maior próxima ao perímetro, claramente marcada na serigrafia.
Corrigindo um Projeto Existente
Se você já enfrenta problemas de emissão de gases em uma placa projetada com vias revestidas, suas opções são limitadas. O melhor procedimento é uma revisão em nível Gerber, solicitando ao fabricante que remova a máscara de solda sobre as vias na área afetada. Se as placas já foram fabricadas, pré-assá-las a 120°C por várias horas antes da montagem pode eliminar alguma umidade e reduzir a severidade da emissão de gases. No entanto, nenhuma dessas ajustas de processo substitui um projeto correto da placa desde o início.