Você viu o relatório. Os dados da linha de produção mostram tudo verde. Cada curva de força de inserção estava dentro da especificação. As verificações de retenção no final da linha exigiam os 30 Newtons padrão para desalojar o pino. O gerente de Garantia de Qualidade aprovou, os paletes foram embalados e o contêiner saiu do cais. No entanto, três meses depois, os retornos de campo estão se acumulando. Clientes estão relatando perda intermitente de energia, reinicializações de sensores ou conectores que fisicamente se soltaram da PCB.
Esta é a falha “fantasma” do mundo das interconexões. É enlouquecedor porque, no momento da montagem, o produto estava perfeito. A ficha técnica dizia que o pino encaixava no furo. A máquina de inserção confirmou que a força estava nominal. Mas a física não para quando a caixa é lacrada. Se você depende da validação em temperatura ambiente para prever o comportamento de um pino flexível durante cinco anos de ciclos térmicos, você não está testando confiabilidade; está testando sorte. O mecanismo de falha não é a inserção. É a guerra invisível entre o pino, o barril de cobre e a expansão e contração implacáveis dos materiais durante o transporte e operação.
A Física de Deixar Ir
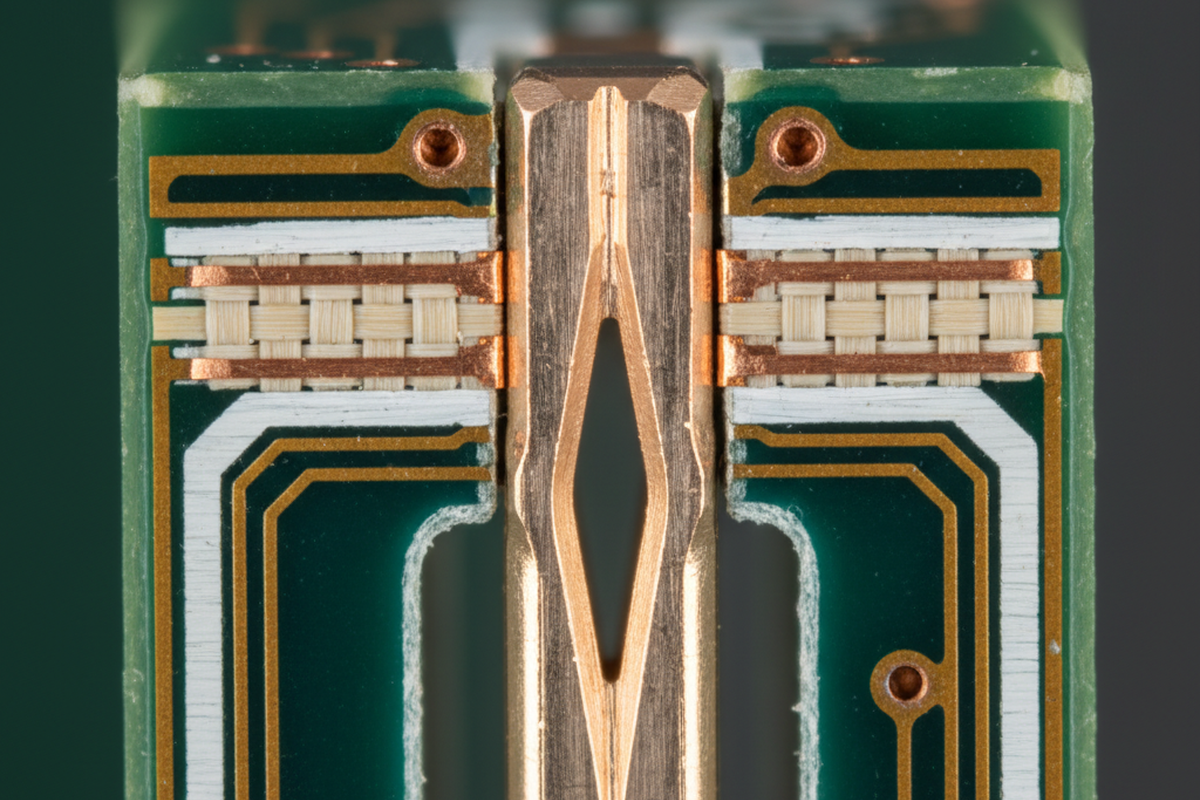
Para entender por que um pino cai, esqueça o atrito. Pense em energia armazenada. Uma junta de encaixe funciona porque você forçou uma mola flexível (o pino) em um barril rígido (o furo metalizado). O pino se comprime, armazenando energia potencial. Essa energia empurra contra as paredes de cobre, criando a “força normal” que gera atrito e uma vedação elétrica hermética. No Dia 1, essa força está no seu pico. O metal é elástico, o cobre está novo e a fixação é firme.

Mas o metal não é um sólido estático; ele flui. Com o tempo, sob alta tensão e temperatura, a estrutura atômica do pino de cobre e da placa PCB começa a se rearranjar para aliviar essa tensão interna. Isso é relaxamento de tensão. Considere um envio de controladores industriais via transporte marítimo de um verão úmido em Taiwan para um armazém em Dubai. Dentro desse contêiner, as temperaturas podem facilmente variar entre 20°C à noite e 60°C ou mais durante o dia. Por quatro semanas, esse conector está assando.
A 60°C, o processo de relaxamento acelera. A liga de cobre do pino (especialmente se for de qualidade inferior como latão em vez de Bronze Fosforoso ou Cobre Berílio de alto desempenho) começa a ceder. Ela efetivamente “esquece” sua forma original e relaxa para a forma comprimida. Quando a unidade finalmente esfria, o pino não retorna com a mesma força. A força normal — a única coisa que mantém o conector no lugar contra vibrações — diminuiu. Você pode ter começado com 40 Newtons de retenção, mas depois de um mês no “forno do contêiner”, pode estar com 15 Newtons. O atrito desapareceu, e na primeira vez que o empilhadeira derrubar o palete, a inércia do pesado chicote de cabos puxa o conector para fora.
Nem todo movimento é uma falha, porém. Você pode mexer na carcaça plástica e sentir um leve movimento de “balanço”. Isso frequentemente causa pânico na QA, mas a carcaça não é o mecanismo de retenção; a interface pino-furo é. A carcaça plástica flutua; os pinos devem estar ancorados. Contudo, se esse movimento de balanço se traduz no movimento dos próprios pinos dentro do furo metalizado, a vedação hermética é quebrada. A oxidação começa imediatamente, a resistência dispara e as falhas intermitentes começam.
A Guerra Fria: Descompasso do CTE
Se o calor relaxa a mola, o frio quebra o travamento. O segundo inimigo invisível é o Coeficiente de Expansão Térmica (CTE). Cada material se expande e contrai em uma taxa diferente. O FR4 de fibra de vidro da sua PCB tem um CTE de aproximadamente 14-17 ppm/°C no eixo Z. O plástico PBT ou Nylon da carcaça do conector tem um CTE que pode ser três a quatro vezes maior.
Imagine um painel de instrumentos em um veículo estacionado ao ar livre durante um inverno escandinavo. A temperatura cai para -30°C. A carcaça plástica do conector quer encolher significativamente. A PCB quer encolher, mas muito menos. A carcaça plástica se contrai, puxando os pinos. Como os pinos estão ancorados na placa, isso cria uma enorme carga de cisalhamento. A carcaça está literalmente tentando arrancar os pinos lateralmente ou puxá-los para fora dos furos.
Em um sistema bem projetado, a zona flexível do pino absorve esse estresse. Ela se flexiona. Mas se o pino for muito rígido, ou se a força de retenção já tiver sido enfraquecida pelo relaxamento de tensão, a carcaça vence. Ela arranca os pinos dos furos. Isso é frequentemente o motivo pelo qual você vê conectores “tortos” nos retornos de campo. Eles não começaram assim. Foram deslocados milímetro a milímetro, com cada ciclo térmico do motor aquecendo e esfriando.
A Variável Invisível: O Furo

Os engenheiros são obcecados pelo pino. Eles discutem sobre a liga — C7025 vs. C5191 — e a geometria do “olho da agulha”. Mas raramente examinam o furo. Em muitos casos, o pino está bom, mas a placa já estava condenada desde o início.
A especificação para um furo press-fit é incrivelmente rigorosa — tolerâncias de +/- 0,05 mm no tamanho final do furo. Mas mais crítico que o diâmetro é a integridade do revestimento. Uma placa padrão IPC-6012 Classe 2 pode exigir uma média de 20 microns de cobre no barril. Mas o revestimento nunca é uniforme. No “joelho” do furo — o canto onde o barril encontra a superfície — o revestimento pode ser mais fino devido à distribuição da densidade de corrente durante a fabricação.
Se um fornecedor de PCB acelera demais o banho de revestimento para economizar dinheiro, você obtém um efeito “osso de cachorro” onde o cobre é grosso nas extremidades e fino no meio, ou cobre quebradiço que racha sob estresse. Quando você força um pino press-fit em um furo com revestimento quebradiço ou fino, a seção flexível não apenas se comprime; ela rasga o cobre da parede de fibra de vidro. Você destruiu a integridade mecânica da âncora antes mesmo da unidade sair da fábrica. O pino parece apertado inicialmente porque está encaixado na trama de vidro, mas o vidro flui sob pressão (fluência) muito mais rápido que o metal. Dê algumas semanas de vibração, e esse pino ficará solto e balançando.
Soluções Falsas e Curativos Perigosos
Quando a produção percebe que um lote de conectores está frouxo, o instinto é consertar na hora. A pergunta mais comum — e perigosa — é: “Podemos simplesmente soldar esses pinos press-fit para segurá-los?”
Este é o “Band-Aid da Soldagem”, e geralmente piora as coisas. Pinos press-fit são molas de precisão. Eles dependem do tratamento térmico do metal para manter aquela energia armazenada que discutimos. Se você expõe essa mola ao calor de um banho de solda por onda (260°C+), você recoz o metal. Você amolece a mola. Pode até formar um filete de solda na parte inferior, mas você destruiu a tensão interna que cria o selo hermético dentro do barril. Além disso, o fluxo do processo de soldagem pode subir para a área de contato, causando corrosão depois. A menos que o pino seja especificamente projetado como um “híbrido” (o que é raro), mantenha a onda de solda longe dele.
A segunda medida comum de desespero é retrabalho. “O operador não o encaixou totalmente. Podemos pressioná-lo para fora e colocar um novo?” A resposta quase sempre é não. Uma conexão press-fit é um evento metalúrgico único. A primeira inserção deforma plasticamente o cobre no furo. Ela endurece o barril por trabalho. Se você pressionar um novo pino naquele mesmo furo, a força de retenção será 40-50% menor que da primeira vez. O cobre não tem mais “flexibilidade” sobrando; ele vai rachar ou falhar em segurar. A menos que você tenha acesso a “pinos de reparo” sobredimensionados (que são pesadelos logísticos para estocar), uma inserção mal feita geralmente significa descartar a placa.
Validação Que Realmente Prevê Falhas
Você não pode confiar na ficha técnica para te salvar. As especificações de força de retenção do fornecedor são baseadas em furos perfeitos perfurados em laboratório, não nas placas produzidas em massa que você realmente está comprando.
Para evitar essas falhas em campo, você deve validar o sistema, não apenas o componente. Isso significa pegar seu conector específico e sua PCB específica (da sua fábrica real, não de uma oficina de protótipos) e submetê-los a choque térmico e vibração. Faça o conjunto variar de -40°C a 105°C (ou qualquer que seja sua faixa operacional) por 500 ou 1000 ciclos. Então, e somente então, meça a força de retenção.
Se o pino sair com menos força do que o peso do chicote de cabos conectado a ele, você tem um problema. Não importa se foram necessários 50 Newtons para puxá-lo na linha de produção. Se forem necessários 2 Newtons para puxá-lo após um mês de ciclos térmicos, seu produto é uma bomba-relógio. A física é invencível; não aposte sua reputação contra ela.