Na fabricação de alta variedade, componentes de formato irregular são o inimigo da velocidade. São os conectores, headers e transformadores pesados que se recusam a ser montados na superfície, exigindo um processo de orifício passante muito tempo após o resto da placa ter sido reflowada.
Quando confrontado com uma placa que é SMT de 90% e de formato irregular 10% de orifício passante, o instinto muitas vezes é roteá-la para uma máquina de solda seletiva. Parece preciso. Parece moderno. Requer zero custo de ferramental.
Também é, frequentemente, uma armadilha.
Embora a solda seletiva ofereça precisão programável, ela introduz uma penalidade brutal na produtividade. Observar uma cabeça de solda seletiva percorrer uma placa para atingir 400 pontos individuais é um exercício de paciência que linhas de produção em alto volume não podem suportar. Se uma linha estiver operando com um ritmo de 45 segundos, um ciclo de solda seletiva de 12 minutos não é uma etapa do processo; é um estacionamento. A alternativa—soldagem manual—é ainda pior, introduzindo custos massivos de mão de obra e a inconsistência da fadiga humana.

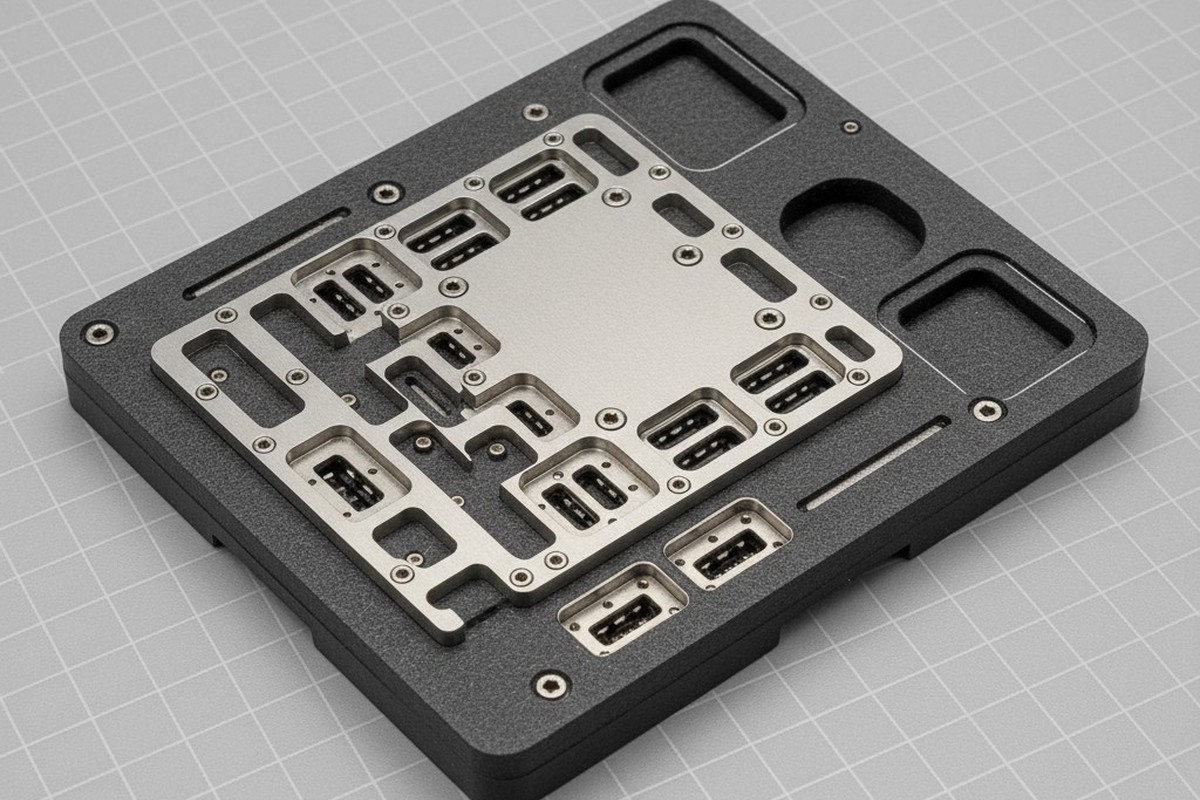
A solução de engenharia que preenche essa lacuna é a prancha de solda de onda personalizada. Ao proteger os componentes SMT e expor apenas os pinos de orifício passante à onda, transformamos um processo serial de volta para um processo paralelo. No entanto, projetar uma prancha funcional não é apenas fazer furos em uma chapa de material composto. Trata-se de um problema de dinâmica de fluidos, gestão térmica e ciência de materiais. Considere a onda de solda como um simples poço de metal quente, e você projetará uma peça que cria mais defeitos do que previne.
Hidrodinâmica em uma Caixa
O desafio fundamental de uma prancha de onda é que ela força a solda fundida a se comportar de maneiras não naturais. Uma máquina de onda padrão é projetada para lavar uma placa plana e aberta. Quando você introduz uma prancha, está pedindo para a solda fluir para dentro de um bolso profundo e estreito, molhar a junção e depois recuar sem arrastar a solda de volta ou deixar pontes para trás.
Depois há o "Efeito Sombra". Se as paredes da abertura da prancha forem muito grossas, atuam como um quebra-mar. À medida que a placa passa sobre a onda, a borda líder da parede da prancha empurra o fluxo de solda para baixo, criando uma sombra de turbulência atrás dela. O pino que fica nessa sombra nunca vê a onda, resultando em um 'salto'—uma junção aberta que requer retrabalho manual. Para combater isso, as paredes da abertura devem ser chanfradas do lado da solda para guiar o fluxo até o pino. Limpar o componente não é suficiente. Você precisa canalizar o fluido.
Também há o inimigo invisível: aprisionamento de gás. O fluxo gera gás quando atinge os pré-aquecedores e a onda. Em uma placa aberta, esse gás se dissipa para cima. Dentro de uma abertura da prancha, especificamente uma que sela firmemente contra a PCB para proteger resistores de 0402 próximos, esse gás não tem para onde ir. Ele forma uma bolha ao redor da junção, impedindo que a solda molhe a pad. Uma prancha adequadamente projetada inclui canais de alívio de gás roteados—micro-ventiladores que permitem que os vapores de fluxo escapem sem deixar a solda entrar. Sem eles, você verá junções com aparência perfeita que estão eletricamente abertas porque estão cercadas por um vazio microscópico de vapor de colofônia.
A Guerra do Material: Titânio vs. Composto
A principal restrição no design de pranchas é a "Zona de Manutenção"—a distância entre o pino de orifício passante que você precisa soldar e o componente SMT mais próximo que precisa proteger. Essa distância dita a espessura da sua parede, e a espessura da sua parede dita sua escolha de material.
Se você tiver 3mm ou mais de folga, a escolha é simples. Materiais compostos padrão como Durostone ou Ricocel funcionam bem. São econômicos, fáceis de usinar e resistem bem ao choque térmico de uma onda de solda a 260°C. Você pode usinar uma parede de 3mm que sobreviverá a milhares de ciclos sem deteriorar.
A matemática desaba quando a folga cai abaixo de 1mm.
Costumamos ver designers colocarem um conector USB-C ou um clipe de encaixe a poucos milímetros de um componente plástico sensível. Nessas situações, uma parede composta precisa ser usinada até 0,5mm ou menos. Com essa espessura, os materiais compostos perdem sua integridade estrutural. Tornam-se frágeis, propensos a trincar sob estresse térmico, ou pior, absorvem fluxo e começam a delaminar, virando uma bagunça esponjosa após algumas séries de produção.
Apresentamos o Titânio Grau 5.
Quando a folga é apertada, usinamos uma inserção de titânio personalizada e a parafusamos no suporte composto. O titânio permite paredes tão finas quanto 0,4mm que permanecem rígidas e impermeáveis ao fluxo. É uma melhoria custosa, frequentemente acrescentando $400-$600 ao custo do fixador, mas é a única maneira de soldar placas de alta densidade sem ponteamentos.

Existe um argumento válido contra a termodinâmica: o titânio é um metal, e os metais conduzem calor. Uma grande inserção de titânio pode atuar como um dissipador de calor, roubando energia térmica da junção de solda e causando um defeito de 'solda fria'. Este é um risco real. No entanto, é mitigado por perfis de pré-aquecimento agressivos e, contraintuitivamente, pela finura da própria parede. Uma parede de titânio de 0,5mm possui muito pouca massa térmica em comparação com o reservatório maciço da onda de solda. A troca costuma favorecer quase sempre o inserto de metal quando o espaço é limitado.
Mantendo a Flutuação
A gravidade costuma ser nossa aliada na soldagem, mas não com componentes de formato irregular. Muitos conectores de perfuração, especialmente aqueles com corpos de plástico, são surpreendentemente flutuantes. Quando atingem a turbulência caótica da onda, tendem a flutuar para cima. Um cabeçote que fica nivelado durante a montagem pode sair da onda torto, ou "patinando" 1mm fora da superfície da placa.

Um palete oferece uma vantagem mecânica que a soldagem seletiva não consegue: a capacidade de usar "chapéus" ou clipes de retenção. Estes são integrados à metade superior do fixture (ou uma tampa separada) para bloquear fisicamente o corpo do componente contra a placa durante o processo de soldagem.
Se estiver lidando com conectores de ângulo reto ou transformadores pesados, um encaixe por fricção simples no furo de perfuração jamais é suficiente para manter a peça alinhada. Vimos lotes inteiros de placas falharem no controle de qualidade porque um conector flutuou 2 graus fora do eixo, impossibilitando seu encaixe na caixa final. Um palete personalizado com retenções de mola de titânio resolve isso mecanicamente, garantindo que cada peça fique nivelada, sempre.
O Retorno sobre o Investimento de NRE
O ponto problemático para a maioria dos projetos é o custo de Engenharia Não Recorrente (NRE). Um palete de onda complexo, com inserções e retenções de titânio, pode custar entre $1.200 e $2.000. Para um responsável por aquisições que analisa uma planilha, isso parece muito dinheiro em comparação com a ferramenta "gratuita" de uma máquina de soldagem seletiva ou uma bobina de fita Kapton.
Esta é uma falha em calcular o Custo Total de Propriedade.
Considere a armadilha da "Fita Kapton". É comum perguntarmos se podemos simplesmente mascarar as peças SMT com fita de alta temperatura e passar a placa pela onda. A fita é barata. O trabalho não. Aplicar fita em 500 placas, e depois retirar essa fita de 500 placas após a onda, é um grande desperdício de trabalho. Também deixa resíduos de adesivo que requerem limpeza química. Se você estiver produzindo mais de 200 placas, o custo do trabalho de mascarar excederá o custo do palete.
Da mesma forma, olhe para o tempo de ciclo. Se um palete permite soldar uma placa em 45 segundos versus 8 minutos em uma máquina seletiva, o fixture se paga em tempo de máquina já nas primeiras 1.000 unidades. O palete não é um acessório. É um investimento de capital em throughput.
Ao avaliar um novo layout, examine primeiro as folgas. Se tiver espaço, materiais padrão funcionam maravilhas. Se o espaço for apertado, o titânio garante a margem de que você precisa. Mas não deixe o custo inicial de tooling assustá-lo da única operação capaz de acompanhar a velocidade da sua linha SMT.