A Falha Invisível
A placa mais perigosa em um conjunto de alta confiabilidade não é aquela que falha no teste funcional. É aquela que passa. Você pode segurar uma placa contra a luz, ver uma solda superior perfeita e aprovar o lote, mas se essa junção for destinada a uma cabine de voo ou a um dispositivo médico, a inspeção visual é praticamente uma mentira.
A física dita que uma solda perfeita no topo do pad não garante uma coluna sólida de estanho dentro do tubo. Na fabricação de Classe 3, onde o J-STD-001 exige 75% de preenchimento vertical (e frequentemente 100% dependendo dos aditivos contratuais), a verificação visual de “boa o suficiente” é uma responsabilidade. Você pode ter uma linha de menisco bonita do lado do componente, enquanto o tubo em si está repleto de vazios ou preenchido apenas até a metade.
O único juiz imparcial aqui é a análise por raios-X ou a seção transversal destrutiva. Quando você corta aquela placa de amostra e poliriza a seção transversal, você não está procurando por qualidade artesanal; você está buscando evidências de uma luta entre ação capilar e dinâmica térmica. Quando a solda não sobe, raramente isso significa que a altura da onda era muito baixa. Geralmente significa que o projeto da placa tornou fisicamente impossível a ascensão.
A Geometria do Bloqueio de Gás
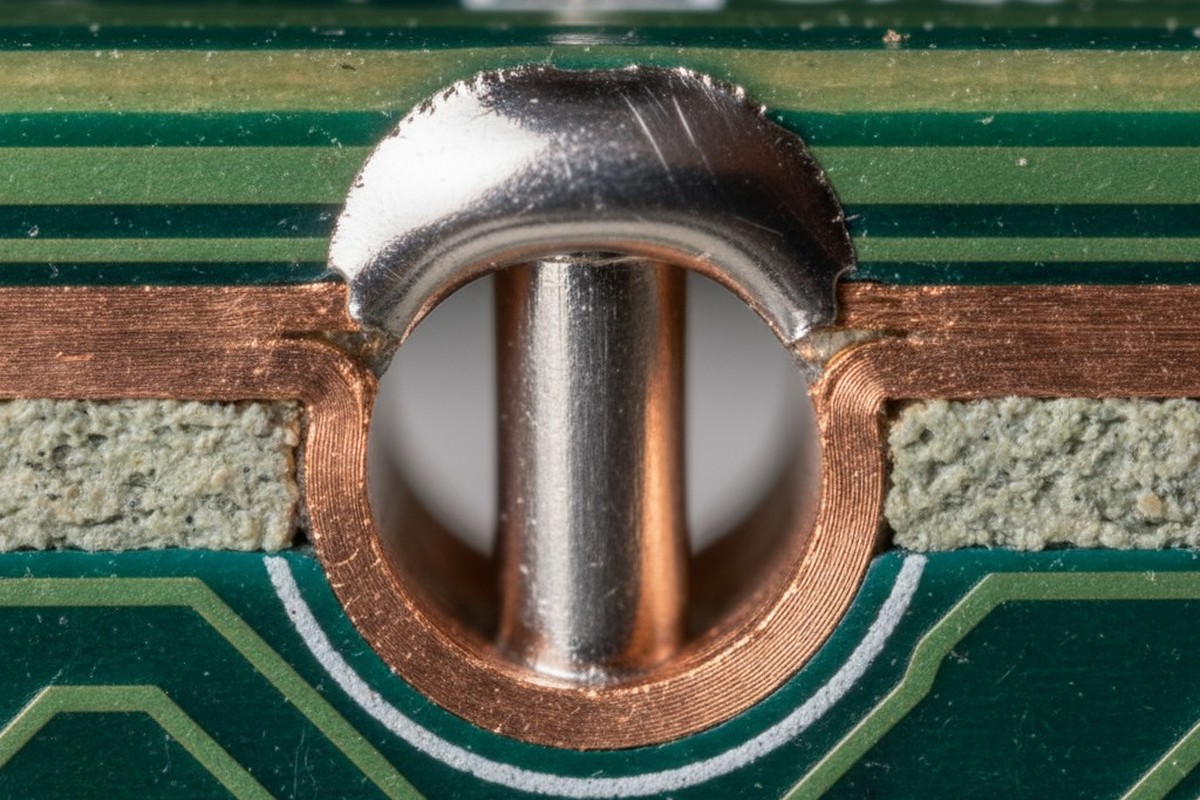
O principal culpado por um preenchimento vertical pobre é quase sempre a proporção entre o orifício e a haste. Os engenheiros e equipes de compras costumam tratar os pinos dos componentes e os orifícios passantes revestidos (PTH) como uma simples geometria de “abra a aba A na ranhura B”. Se o pino cabe, o projeto é aprovado. Mas na soldagem por onda, o orifício não é apenas um recipiente; é um canal de dinâmica de fluidos.
Observe o que acontece quando compras substituem um pino redondo por um quadrado para economizar uma fração de centavo. A diagonal desse pino quadrado pode tecnicamente contornar a parede do orifício, mas os cantos criam bolsos apertados onde o gás do fluxo fica preso. Quando a onda atinge a parte inferior da placa, o fluxo ativa e expulsa o gás. Se não houver uma região de anel - sem uma "Chaminé" clara de espaço de ar ao redor do pino - esse gás não tem para onde ir. Ele forma uma bolha pressurizada dentro do tubo.
Você está tentando empurrar solda líquida contra um bolso de gás de alta pressão. A física vence toda vez. A solda para, o gás permanece, e você obtém um buraco de estouro ou um vazio.

Este problema é ainda mais agressivo com processos de Pin-in-Paste (PIP). O volume de pasta acrescenta uma variável à equação do gás, mas a regra fundamental permanece: o gás deve escapar para que a solda possa entrar.
Para atingir o preenchimento de Classe 3, você precisa de um anel de folga específico. A IPC recomenda intervalos, mas a experiência dita que, para uma placa padrão de 0,062” a 0,093” de espessura, você precisa de uma folga de aproximadamente 0,010 polegadas (10 mils) acima do diâmetro do pino. Se você está trabalhando com um pino de 0,028” e um orifício acabado de 0,032”, você tem 4 mils de folga — 2 mils de cada lado se estiver perfeitamente centralizado. Isso é como tentar beber um milkshake através de um canudo de café. A pressão capilar necessária para superar o arrasto e a contração do gás do fluxo é simplesmente muito alta. A solda fará uma ponte na parte inferior antes de chegar ao topo.
O Roubo Térmico
Mesmo que a geometria permita o fluxo, a própria placa frequentemente atua como um inimigo. Tendemos a tratar a PCB como um portador passivo, mas termicamente, uma placa multicamada é um enorme dissipador de calor.
Pegue um backplane de servidor de 14 camadas com planos de terra pesados nas camadas 4 a 10. Quando essa placa atinge a onda, a solda está a 260°C (para SAC305), mas o tubo de cobre está frio. No instante em que a solda líquida toca a parede do tubo, os planos de terra internos sugam essa energia térmica instantaneamente. A solda congela contra a parede antes de conseguir subir. Não importa quão alta seja a pressão da onda; você não consegue empurrar líquido através de um tampão congelado.
É aqui que frequentemente surge o debate sobre “soldagem seletiva”. Os engenheiros assumem que a soldagem seletiva resolve isso porque é mais precisa, mas as potes seletivas têm muito menos massa térmica do que um túnel de onda completo. Se você não consegue preencher em uma onda, terá ainda mais dificuldades em uma máquina seletiva sem pré-aquecimento agressivo.

Você não vai resolver isso com a temperatura do forno. A solução real está na imersão do pré-aquecimento. Você deve saturar o núcleo da placa. O objetivo é levar o “joelho” do orifício—a estrutura de cobre interna—a pelo menos 110°C ou 120°C antes de tocar na onda. Você está minimizando o “Delta T” (a diferença de temperatura) entre a solda e o cobre. Se a placa estiver quente o suficiente, a solda permanece líquida tempo suficiente para subir a torre. Se confiar na onda para aquecer o tubo, você já perdeu.
Você não consegue corrigir o projeto com a altura da onda
Uma reação comum no chão, quando as taxas de preenchimento caem, é aumentar os parâmetros. Operadores aumentam a RPM da bomba para elevar a altura da onda ou desaceleram a esteira ao máximo para aumentar o tempo de dwell. Isso é efetivamente tentar forçar a física.
Aumentar a altura da onda aumenta a pressão hidrostática, sim, mas principalmente aumenta o risco de ponteiras e curto-circuitos na parte inferior. Aumentar o tempo de dwell—deixar a placa na onda por mais tempo—é ainda mais perigoso. Se você ficar tempo demais, corre o risco de leaching do cobre no joelho do orifício ou dissolver a anel de encaixe. Você pode obter o preenchimento, mas destruiu a integridade metalúrgica da via.
A retificação na parte superior ou a soldagem manual são igualmente perigosas para falhas de Classe 3. Adicionar solda de fio por cima cria uma interface de “junta fria”, onde a nova solda encontra a antiga dentro do tubo. Parece preenchido, mas estruturalmente, é um ponto fraco que vai rachar sob vibração.
O Gráfico de Furadeiras é a Janela de Processo
Não há fluxo mágico nem configuração perfeita na máquina que compense uma placa de 24 camadas com orifícios de folga de 3 mils e alívio térmico insuficiente. Estamos pulando os conceitos básicos de manutenção da máquina aqui—supondo que sua ponta esteja limpa e seu impulsor esteja funcionando—porque nenhuma quantidade de manutenção conserta um gráfico de furadeiras ruim.
Se você quer preenchimento de Classe 3, o trabalho acontece no software CAD muito antes da placa chegar à cuba de solda por onda. Você deve desenhar o orifício para respirar (relação) e a placa para reter calor (alívio térmico). Se o projeto não considerar dinâmica de fluidos e termodinâmica, a única coisa que você produzirá será sucata.