Vibração é o inimigo silencioso e persistente da eletrônica automotiva. Enquanto uma placa de circuito impresso (PCI) repousa estática na tela de CAD de um projetista, a realidade de sua vida operacional é uma bagunça caótica de perfis de vibração aleatórios, choque térmico e ressonância mecânica. Nesse ambiente, um grande capacitor eletrolítico não é apenas um dispositivo de armazenamento de energia. É um martelo balançando contra suas próprias pernas.
O Estressor Invisível
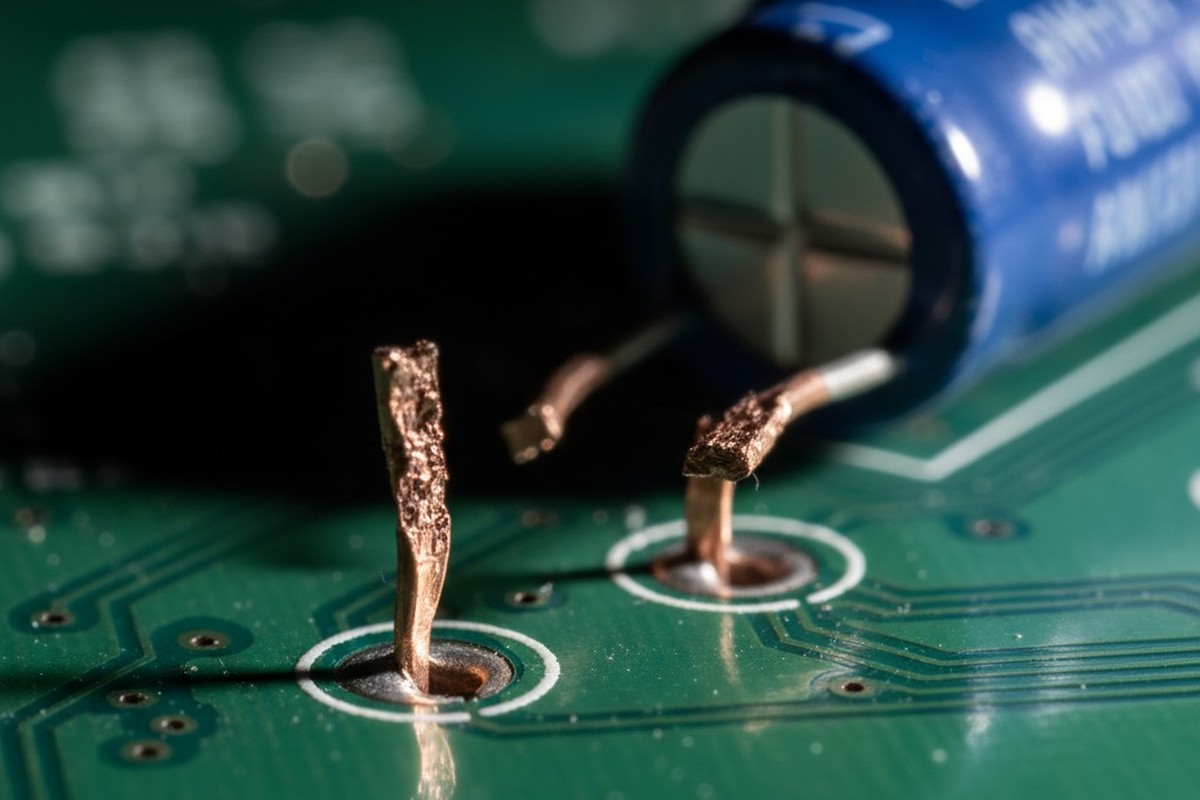
Quando um veículo atinge um buraco na estrada, ou um motor atinge uma frequência resonante, a física age implacavelmente sobre componentes com centros de gravidade elevados. Um capacitor eletrolítico de 35mm de altura, fixado apenas por dois pinos de cobre, torna-se um problema de viga em cantilever. Sob perfis padrão de vibração aleatória, como ISO 16750-3, o capacitador oscila. Pode não falhar na primeira hora, ou mesmo na décima. Mas o cobre é um metal dúctil que endurece com o trabalho sob tensão repetida.
Eventualmente, o metal se fatigue. A estrutura cristalina microscópica se alinha, torna-se quebradiça e se rompe. Isso muitas vezes acontece de forma invisível, dentro da carcaça do componente ou bem na superfície da PCB, levando a falhas intermitentes que são notoriamente difíceis de diagnosticar. O modo de falha parece fadiga mecânica, mas a causa raiz é a falta de suporte. Se a massa do componente exceder a capacidade estrutural de seus pinos — uma certeza para capacitores grandes em aplicações automotivas — o suporte externo deixa de ser uma opção. Torna-se uma exigência.
A Armadilha da Aplicação Manual

Por décadas, o padrão da indústria para esse suporte era um tubo de silicone RTV e um técnico com uma pistola de calafetar. Essa abordagem depende inteiramente da 'artesanato' do operador. Em um ambiente de alto volume e alta confiabilidade, confiar na habilidade do operador para uma característica de segurança crítica é uma falha de procedimento. Humanos são inerentemente variáveis. Um operador pode aplicar um filete perfeito que sustenta a base do capacitor. O próximo pode aplicar uma gota que fica muito alta, ou uma mancha que conecta as áreas adjacentes.
Pense nisso como o problema das 'mãos sujas'. Em uma sala limpa, automatizamos a colocação para evitar contaminação e garantir precisão. Ainda assim, muitas vezes permitimos a aplicação manual de adesivos, introduzindo uma variável enorme no processo. Há um histórico bem documentado de falhas onde a aplicação manual de silicone levou ao desastre. Em um caso, resíduo de silicone foi transferido das luvas de um operador para os contatos de contato dourado de um conector PCIe. O silicone migrou, formou sílica isolante sob arco elétrico e cortou a conexão. Esse é o custo oculto do trabalho manual: o risco de contaminação e a impossibilidade de controle de volume consistente.
Pior ainda, os materiais escolhidos para aplicação manual muitas vezes não são quimicamente adequados para eletrônicos. Silicones de cura ácida, que cheiram a vinagre, liberam ácido acético enquanto curam. Esse ácido ataca rastros de cobre e acabamentos de pinos, corroendo a placa antes mesmo de sair da fábrica. Embora existam silicones de cura neutra, o processo manual não pode garantir a geometria necessária para uma verdadeira resistência à vibração. Confiar em um processo que não consegue passar em um estudo de repetibilidade e reprodutibilidade (R&R) para uma aplicação crítica automotiva beira a má prática profissional.
Química Não É Uma Mercadoria
Selecionar o material de staking correto é tão crítico quanto o processo em si. Há uma tentação, muitas vezes impulsionada pelos custos iniciais da lista de materiais (BOM), de usar soluções de nível de consumidor, como colas quentes (adesivos EVA). Isto é um erro fundamental. Um painel de automóveis no Arizona pode atingir temperaturas internas de 85°C ou mais. Nessas temperaturas, as colas quentes padrão amolecem e perdem a integridade estrutural. O capacitor inclina, a cola cede e os pinos quebram. Você está basicamente confiando em um material que se transforma em um lubrificante exatamente quando você precisa que seja um suporte estrutural.
Engenheiros também frequentemente confundem proteção ambiental com suporte mecânico, especificando revestimentos conformais pesados na esperança de que seguram componentes grandes. Isso compreende mal a física. O revestimento conformal é um sobretudo; o staking é um cinto de segurança. Uma camada de imersão ou pulverização de acrílico ou urethane, mesmo aplicada em camada grossa, carece da dureza Shore e resistência à tração necessárias para impedir que um capacitor de 20 gramas oscile. Você precisa de um material especificamente projetado para união estrutural, tipicamente com uma dureza Shore na faixa D (por exemplo, D80), não o A mais macio usado para juntas de vedação.
A interação entre o adesivo e o corpo do componente é igualmente sutil. Um material que é muito duro, ou possui um Coeficiente de expansão térmica (CTE) que incompatibiliza amplamente com a carcaça do capacitor, pode trincar o componente durante ciclos térmicos. Se o adesivo se expandir mais rápido que o alumínio, ele esmaga o componente. Se ele encolher demais, ele se afasta. O material ideal costuma ser uma epóxi de cura UV ou térmica com um índice tixotrópico que permite que ele se mantenha ereto sem escorrer, fornecendo uma espécie de “tripé” de suporte ao invés de um colar apertado. Embora estabilizadores UV tenham limites de durabilidade superiores a 15 anos sob luz solar direta, para eletrônicos internos, a ligação química de um acrílico ou epóxi de cura UV é muito superior à aderência mecânica de uma gota de silicone.
Automação como um Problema de Geometria

A dispensação automatizada transforma o problema de ‘colar’ em um problema de geometria. Não estamos tentando enterrar o componente; estamos criando um sistema de suporte estrutural específico. Uma válvula de dispensação robótica, programada com precisão volumétrica, coloca pontos de adesivo em coordenadas específicas relativas ao centro de massa do capacitor.
Este processo cria um efeito de ‘tripé’ ou ‘contraforte’. Ao colocar três pontos discretos ao redor da base de um capacitor radial, a automação fixa o componente contra movimento nos eixos X, Y e Z, deixando lacunas para expansão térmica. Isso evita o efeito de ‘engasgo’ observado com encapsulamento completo. A máquina valida a presença do componente, verifica a altura Z da placa para considerar deformações e dispensa exatamente o volume programado — até o miligrama.
Essa precisão também esclarece a confusão sobre ‘underfill’. Em aplicações de matriz de bolas (BGA), o underfill flui under a peça. Para capacitores eletrolíticos grandes, o fluxo de material por baixo pode ser prejudicial. Se gases presos sob o capacitor se expandirem durante o reflow ou operação, podem arrancar o componente da placa ou romper a vedação. O encaixe automatizado aplica material ao lado do e base (cantoneira), fixando a peça sem aprisionar voláteis por baixo.
O argumento econômico contra essa automação geralmente se concentra no custo NRE (Engenharia Não Recorrente) do planejamento e do fixture. Essa visão é míope. O custo de uma única falha em campo — um caminhão recolhido, uma linha parada, um relatório 8D que exige semanas de investigação de engenharia — é muito superior ao custo do robô de dispensa. Quando você considera a “fábrica oculta” de retrabalho necessário para limpar a aplicação desorganizada de silicone manual, a automação frequentemente se torna a opção mais econômica durante o ciclo de vida do produto.
O Veredicto da Mesa de Agitação
A física não se importa com seu orçamento ou sua intenção; ela só respeita massa e aceleração. A única maneira de realmente validar um processo de encaixe é em uma mesa de vibração (vibração de choque).
Em um cenário de validação típico, uma placa de energia com capacitores de 35mm não presos é presa a uma mesa de vibração executando um perfil de vibração aleatório. Muitas vezes, em menos de uma hora, a fadiga se manifesta. Os terminais se rompem e os capacitores se soltam, batendo dentro do invólucro como balas. Isso não é teórico. É um resultado repetível de massa versus cobre. Quando a mesma placa é operada com encaixe automatizado usando epóxi de cura UV, ela sobrevive à duração total do teste sem deslocamentos significativos na ressonância.
Vale notar que o crescimento de Veículos Elétricos (VEs) traz novos desafios de vibração. Os harmônicos de alta frequência de motores elétricos e caixas de câmbio diferem do baixo ruído de motores de combustão interna. Enquanto os perfis padrão cobrem o básico, a indústria ainda mapeia os efeitos de longo prazo dessas frequências mais altas. Independentemente da frequência, a solução permanece a mesma: suporte mecânico rígido e repetível é a única defesa contra fadiga.
Confiabilidade é uma Escolha
A decisão de automatizar a dispensação de adesivos é uma decisão de dormir tranquilo à noite. Ela elimina a variabilidade da mão humana de um processo que exige a precisão de uma máquina.
Se você depende do RTV manual para manter sua eletrônica de potência intacta, você está apostando contra a probabilidade. Os recibos — na forma de fios cortados, juntas de solda rachadas e recalls caros — estão empilhados na história da indústria. O staking automatizado não é enfeitar o produto com ouro. É garantir que o produto sobreviva à jornada para a qual foi projetado.