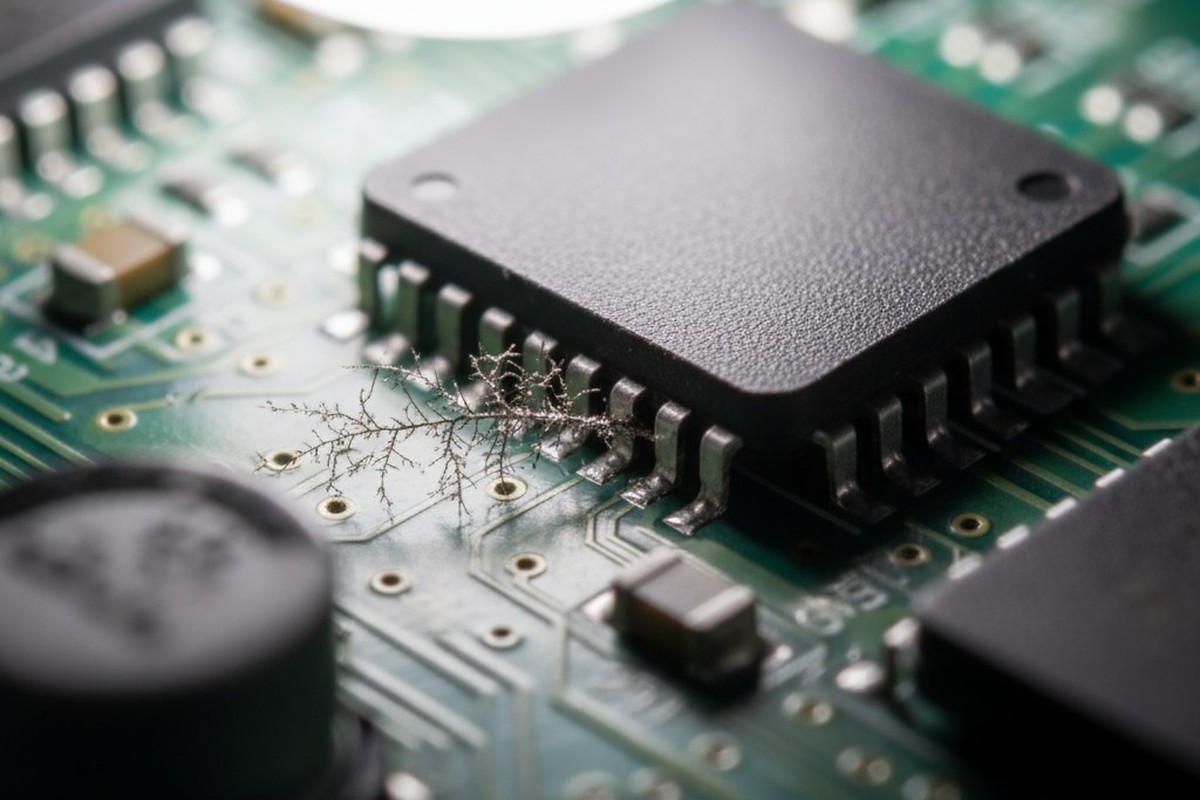
É uma história que ouvimos inúmeras vezes. Um produto passa em todos os testes elétricos e verificações de qualidade na linha de montagem, sendo enviado com um atestado de saúde limpo. Então, meses depois, os relatórios de falhas em campo começam a aparecer. Corrosão sob um componente. Vazamento de corrente inexplicável. Crescimento dendrítico causando curto-circuito entre pinos adjacentes.
A montagem parece limpa. Seu fabricante contratado mostra os relatórios de teste ROSE aprovados. Ainda assim, as falhas são reais, e custosas. O problema não é seu design ou seus componentes. É o teste. Você está sendo enganado por um número bonito que mascara uma bomba-relógio corrosiva.
O Fantasma na Máquina: Quando Boards “Limpos” Falham em Campo
A desconexão entre testes pós-montagem e confiabilidade a longo prazo é um dos desafios mais frustrantes na fabricação de eletrônicos. O culpado quase sempre é a contaminação iônica remanescente do processo de soldagem. Esses resíduos, invisíveis a olho nu, são benignos em um ambiente seco e controlado. Mas, uma vez que o produto está em campo, exposto à umidade ambiente e ciclos de temperatura, eles se tornam ativos.

Essa ativação cria um eletrólito na superfície da placa, permitindo um processo chamado migração eletroquímica. Íons de metal viajam pela placa, formando estruturas cristalinas delicadas chamadas dendritos. Esses dendritos crescem entre pontos de potencial elétrico diferente até criarem um curto-circuito. O resultado é uma falha catastrófica e difícil de diagnosticar em uma placa que, por todos os meios convencionais, estava perfeitamente “limpa.”
Isso não é um evento raro. É o resultado previsível de confiar em uma métrica de limpeza desatualizada e inadequada.
Por que o Teste ROSE é uma receita para o desastre
Durante décadas, o padrão de limpeza iônica tem sido o teste de Resistividade do Extrato de Solvente (ROSE). É rápido, barato e o que a maioria dos fabricantes está preparada para fazer. Na Bester PCBA, acreditamos que também é perigosamente enganoso e um dos principais fatores que contribuem para problemas de confiabilidade no campo.
O teste possui dois defeitos fundamentais e fatais.
A Falha das Médias: Como Números Bons Escondem Pontos Ruins
O teste ROSE funciona mergulhando toda a montagem da placa de circuito em uma solução de solvente e medindo a mudança geral na resistividade do solvente. Isso fornece um número único que representa o total médio contaminação íônica por toda a placa.
Esta abordagem é profundamente falha. Uma falha de campo não é causada por uma camada de contaminação uniforme e de baixo nível; é causada por um ponto quente altamente concentrado e localizado de resíduo. O efeito de média do teste ROSE significa que um ponto pequeno, perigosamente corrosivo, sob um único componente é completamente diluído pelas vastas áreas limpas da máscara de solda. É como testar uma piscina para veneno tirando uma única amostra de água — você quase certamente perderá a gota mortal.
Uma pontuação ROSE aprovada não significa que sua placa esteja limpa. Significa que está limpa. em média.
Pontos Cegos: O que o ROSE Não Pode Ver Sob BGAs e Componentes Densos

A segunda falha é física. Placas de circuito modernas são densas. Componentes como Matrizes de Grade de Bolas (BGAs), Matrizes de Grade de Terra (LGAs) e Quad-Flat Sem-Palas (QFNs) têm alturas de suporte extremamente baixas, com folgas medidas em milésimos. O solvente usado em um teste ROSE simplesmente não consegue fluir nesses espaços apertados para dissolver os resíduos presos por baixo.
É precisamente aqui que está o maior perigo. Durante o reaproveitamento, resíduos de fluxo ficam presos sob o corpo do componente, ao lado de centenas de pads compactados, que conduzem corrente. O solvente do teste cobre o topo, incapaz de penetrar nessas áreas críticas, e o relatório sai limpo. Enquanto isso, os contaminantes mais corrosivos ficam intocados no único lugar onde podem causar mais danos. O teste ROSE não está apenas fazendo uma média do problema; ele está totalmente cego a ele.
Desmistificando o mito do “Sem Limpeza”: Sua maior fonte de resíduos corrosivos
Essa dependência de testes inadequados é sustentada por um mito predominante na indústria: a ideia do fluxo “sem limpeza”. Muitos engenheiros acreditam que usar um fluxo sem limpeza significa que não precisam se preocupar com limpeza ou testes de resíduos. Essa má compreensão do que “sem limpeza” realmente significa é um caminho direto para problemas de confiabilidade.
O Que “Sem Limpeza” Realmente Significa (E O Que Não Significa)
“Sem limpeza” não significa que o fluxo magicamente vaporiza e deixa resíduos zero. Significa que os resíduos pós-reflow são projetados para serem quimicamente inertes, mas apenas se a placa passar por um perfil térmico perfeito. Os ativadores do fluxo devem ser totalmente consumidos e encapsulados durante o reflow.
No mundo real de fabricação em volume, perfis térmicos perfeitos são raridade. Fornos têm pontos quentes e frios. A densidade da placa e a massa do componente criam sombras térmicas. Como resultado, o fluxo muitas vezes só é parcialmente ativado, deixando resíduos reagivos não consumidos.
Como o Calor e a Umidade Ativam Fluxo “Benigno”
Esses resíduos permanecentes sem limpeza muitas vezes são higroscópicos, ou seja, absorvem facilmente a umidade do ar. Uma vez que absorvem água, o resíduo “benigno” torna-se um eletrólito ácido ativo. Os próprios produtos químicos projetados para remover óxidos dos pads durante a soldagem agora estão livres para começar a corroer os terminais dos componentes e possibilitar o crescimento dendrítico.
Acreditar que “sem limpeza” isenta você de verificar a limpeza é um jogo de azar para alcançar um processo perfeito toda vez. Na PCBA Bester, não apostamos na perfeição. Verificamos com dados.
Uma Ferramenta Melhor para o Trabalho: Vendo o Invisível com Cromatografia de Íons
Se o teste ROSE é uma ferramenta bruta, a Cromatografia de Íons (CI) é uma ferramenta cirúrgica. Ela vai além de uma média simples de passar/falhar para fornecer uma análise química detalhada da superfície da placa. É o único método que fornece os dados específicos e acionáveis necessários para prever e prevenir falhas relacionadas a íons no campo.
De um Número Único para uma Impressão Digital Química
")
Ao contrário do teste ROSE, uma análise de CI não fornece um único número. Ela apresenta um cromatograma, um relatório que identifica os íons específicos presentes na placa e suas concentrações precisas. Essa é a diferença entre um médico dizer “você tem febre” e um dizer “você tem uma infecção bacteriana específica, e aqui está o antibiótico para tratá-la”.
Com CI, você pode ver a impressão digital química do seu processo de montagem, distinguir entre diferentes tipos de contaminantes e rastreá-los até sua fonte.
O que IC te diz que ROSE não pode
O poder do IC está na sua especificidade. Ele responde a perguntas críticas que o ROSE não consegue. A contaminação é composta por ácidos orgânicos fracos provenientes de resíduos de fluxo? Isso indica um perfil de reflow incompleto ou um processo de limpeza ineficaz. Existem níveis elevados de cloreto e sódio? Isso sugere uma questão de manuseio, contaminação por luvas ou até problemas na fabricação da PCB.
Esse nível de detalhe transforma o teste de limpeza de um simples portão de qualidade em uma ferramenta poderosa de controle de processo. Você não está mais apenas marcando uma caixa; você está diagnosticando ativamente e melhorando a confiabilidade de longo prazo do seu produto.
Construindo um Programa de Limpeza Preditiva que Funciona
Adotar a Cromatografia de Íons é o primeiro passo. Usá-la corretamente é o que diferencia um processo de fabricação de classe mundial dos demais. Um programa verdadeiramente preditivo não se trata de testes aleatórios; é uma estratégia direcionada baseada em risco. Na PCBA Bester, nossa abordagem é construída sobre três princípios fundamentais.
1. Direcione Seus Testes pela Região da Placa
Pare de testar toda a placa, porque o risco não é distribuído uniformemente. Um teste de CI deve usar um método de extração localizado para coletar amostras das áreas de maior risco: diretamente sob aquele BGA denso, nos cantos apertados de sua circuitaria analógica sensível e ao redor de QFNs de baixo ressalto. Ao direcionar os pontos problemáticos, você obtém dados que refletem o pior cenário possível, não a média do melhor cenário.
2. Correlacione Contaminantes à Sua Família de Fluxo
Trabalhe com seu parceiro de montagem para caracterizar seu fluxo de resistência zero específico. Cada família de fluxo deixa uma assinatura iônica diferente. Executando um teste de CI de linha de base, você pode estabelecer como é o perfil de resíduos ‘normal’ para seu processo. Isso permite definir limites inteligentes. Em vez de uma política genérica de ‘tolerância zero,’ você pode estabelecer limites específicos para os ácidos orgânicos fracos esperados enquanto mantém uma tolerância quase zero para íons nocivos e inesperados, como cloretos.
3. Normalize pelo Risco do Processo, Não Apenas pela Área
A etapa final e mais crítica é parar de pensar em contaminação em termos simples de microgramas por polegada quadrada. Essa métrica é quase sem sentido sem contexto. Um componente analógico de alta tensão e pitch fino tem uma tolerância infinitamente menor para resíduos iônicos do que uma seção digital de baixa velocidade.
Uma especificação de limpeza robusta não tem um limite universal. Ela possui múltiplos limites, normalizados pelo perfil de risco de cada área do circuito. A área ao redor de uma fonte de alimentação de 400V requer um nível de limpeza muito superior à área ao redor de um resistor pull-up de 3,3V. Ao mapear requisitos de limpeza para risco elétrico, você cria uma especificação que evita diretamente falhas no campo.
Colocando em Prática: Superando Obstáculos do Mundo Real
Mudar para uma estratégia moderna de limpeza requer mais do que alterar um método de teste; exige uma mudança de mentalidade e uma abordagem pragmática.
Respondendo à Questão de Custo: CI como um Investimento
A primeira objeção ao CI é sempre o custo. Sim, um teste de CI único é mais caro do que um teste ROSE, mas essa visão é de curto prazo. O verdadeiro custo de testes inadequados é medido em RMAs, reclamações de garantia, recalls de produtos e danos à reputação da sua marca.
Compare o custo de um programa de validação de CI abrangente durante o desenvolvimento do produto — talvez alguns milhares de dólares — com o custo de uma única análise de falha em campo, quanto mais um recall generalizado. A Cromatografia de Íons não é uma despesa. É um dos investimentos de maior retorno que você pode fazer para o sucesso a longo prazo do seu produto.
Como Levar Seu Fabricante Contratado Além do ROSE
Muitos fabricantes de contratos estão confortáveis com seu equipamento de teste ROSE legado. Exigir um método mais rigoroso requer uma abordagem colaborativa e baseada em dados. Comece pequeno. Em vez de exigir IC para cada placa em produção, especifique-o em uma amostragem durante NPI.
Forneça ao seu CM um mapa claro das regiões de alto risco na placa que você deseja testar. Compartilhe este artigo com eles. Enquadre a conversa não como uma falta de confiança, mas como um compromisso compartilhado de construir um produto mais confiável. Os melhores parceiros de fabricação vão acolher a oportunidade de melhorar seu processo e demonstrar sua capacidade. Se resistirem, pode ser um sinal de que a definição de “qualidade” deles não está alinhada com a sua.