O defeito quase sempre é visível se você souber quando olhar, mas a maioria dos engenheiros de processo está olhando na hora errada. Você percorre a linha, verifica a impressora e vê um depósito nítido e quadrado nas almofadas. A definição é nítida. O volume está correto. A máquina SPI (Inspeção de Pasta de Solda) dá sinal verde. Ainda assim, vinte minutos depois, após a mesma placa ter viajado na esteira e saído do forno de refluxo, você está encarando uma QFN bridgeada ou um vazio massivo sob um FET de potência.

O instinto imediato é culpar o perfil de refluxo ou o design da abertura da tela, mas o crime não aconteceu no forno. Aconteceu nos dez minutos em que a placa ficou esperando na esteira.
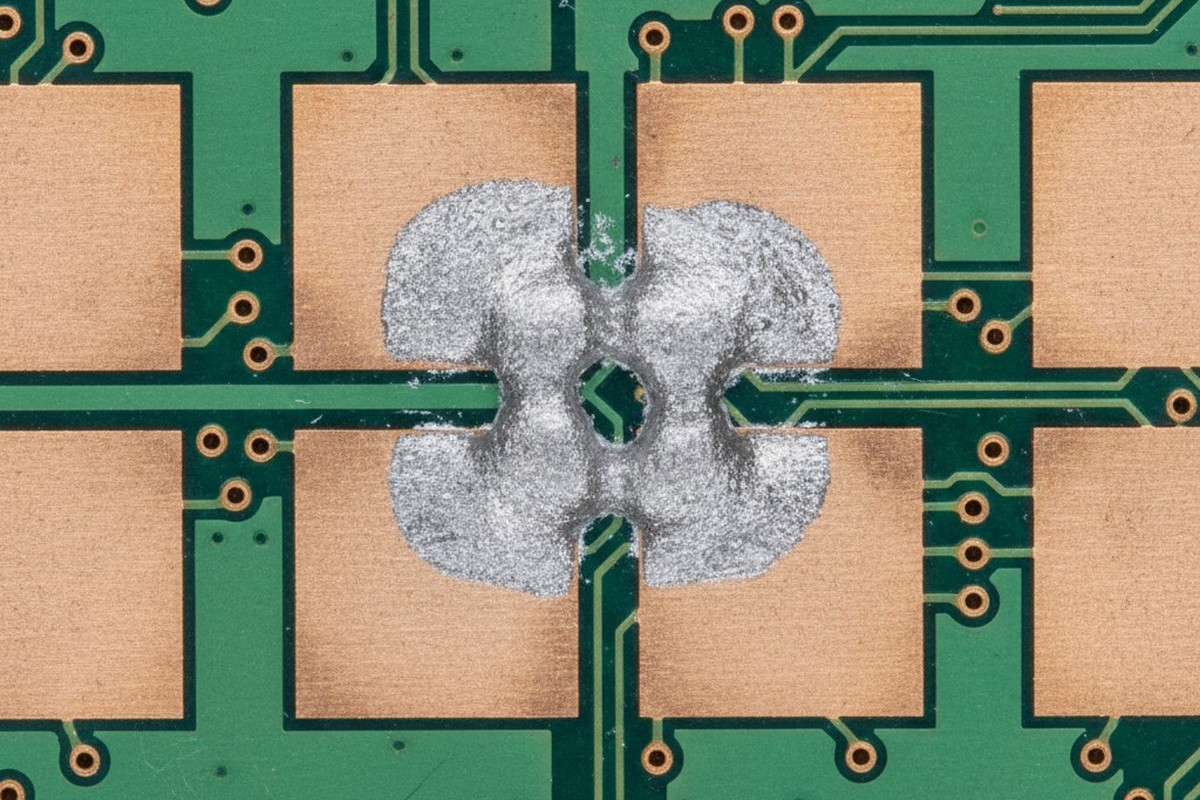
Chamamos isso de 'escorregamento frio', o assassino silencioso do First Pass Yield (FPY). Tecnicamente, um fluido, a pasta de solda começa a relaxar e se espalhar sob seu próprio peso antes de ver calor. Em um ambiente de laboratório pristine, esse efeito é mínimo. Mas em uma fábrica real—onde a umidade oscila e o ar condicionado luta contra o calor dos fornos de refluxo—o escorregamento frio transforma depósitos agudos em blocos amorfos que tocam seus vizinhos. Quando a placa entra na zona de pré-aquecimento, a ponte já se formou. Nenhuma quantidade de ajuste de perfil separará dois pads que já se fundiram. O calor não é o problema. A física da pasta em temperatura ambiente é.
A Física do Colapso
Para entender por que a pasta falha enquanto nada faz, olhe para o material em si. A pasta de solda não é uma cola simples. É uma suspensão densa de esferas de metal (pó) flutuando em um veículo químico (fluxo). A mágica da impressão depende da difusão. Quando a lâmina empurra a pasta através da tela, a força de cisalhamento reduz a viscosidade da pasta, permitindo que ela flua como líquido nas aberturas. No momento em que a lâmina passa e a tela se eleva, essa força de cisalhamento para. Idealmente, a pasta deve recuperar instantaneamente sua alta viscosidade e 'congelar' na forma de um bloco perfeito.
Mas a recuperação nunca é instantânea, e nunca é permanente. O veículo de fluxo luta contra a gravidade e a tensão superficial constantemente. Se a viscosidade não recuperar rápido o suficiente, as partículas pesadas de metal—lembre-se, isso é principalmente estanho e prata—puxam o fluxo para fora. Este é o escorregamento: um colapso em câmera lenta. Em uma QFP de pitch de 0,5 mm ou uma almofada térmica QFN apertada, você tem apenas alguns mils de espaço. Se a pasta escorregar apenas 10%, esse espaço desaparece.
Engenheiros frequentemente tentam combater isso redesenhando a tela. Eles solicitam aberturas de 'pé de casa' ou 'invertidas', para reduzir o volume de pasta, esperando que menos pasta signifique menos espalhamento. Isso é um curativo de engenharia em um problema de física. Reduzir o volume te dá menos solda para formar a junção, potencialmente levando a escassez ou ligações mecânicas fracas, e não resolve o problema raiz. Se a reologia da pasta estiver quebrada, um depósito menor ainda escorregará; só levará alguns minutos a mais para fazer isso.
A Ameaça Hidroscópica
O principal fator dessa quebra de viscosidade geralmente não é a formulação da pasta em si—modernas pastas SAC305 Tipo 4 são quimicamente robustas. É um ingrediente invisível: água. As químicas de fluxo são naturalmente higroscópicas. Elas absorvem umidade do ar como uma esponja. Quando você deixa um frasco aberto ou uma gota de pasta na tela, ela ativamente puxa moléculas de água do ar da fábrica.
Essa água absorvida destrói o delicado equilíbrio químico do fluxo. Ela atua como um diluente, diminuindo drasticamente a viscosidade e destruindo a resistência ao escorregamento. Você pode não ver isso a olho nu, mas um reômetro mostraria a tensão de fluxo despencando. Se sua fábrica estiver operando a 70% de Umidade Relativa (UR) porque é uma terça-feira chuvosa e o gerente do facility está tentando economizar na climatização, sua pasta está se degradando exponencialmente mais rápido do que a folha de dados afirma.
As consequências vão além do simples bridging. Essa água não fica só lá; ela ferve. Quando a placa entra no forno de refluxo, a água presa dentro da pasta vira vapor instantaneamente. Essa microexplosão explode a poeira de solda. Se você está perseguindo 'bolhas de solda' intermitentes ou 'contas médias no chip'—aqueles pequenos globos de metal presos ao lado de um capacitor—pare de olhar para a taxa de rampa do seu perfil de refluxo. Você provavelmente está fervendo água. O vapor cria vazios dentro da junção e lança esferas de solda para fora dela. Você está lutando contra um problema de umidade disfarçado de térmico.
A Cadeia Fria Quebrada

No entanto, o erro de manuseio mais grave acontece antes mesmo da pasta chegar à impressora. Acontece na transição do armazenamento para a linha. A pasta de solda é perecível. Ela é armazenada a 4°C para pausar a reação química entre o fluxo e o pó. Se essa reação acontecer, o fluxo se esgota enquanto estiver parado no pote. Mas o armazenamento frio cria uma armadilha.
Considere a linha do tempo de um “lote ruim”. Os registros mostram que a pasta foi retirada da geladeira às 7:00 da manhã para o início do turno. O defeito — pontes massivas e vazios — começa a aparecer às 9:00 da manhã. O operador afirma que seguiu o procedimento. Mas, se você olhar de perto o registro de “pasta fora”, pode descobrir que o pote foi aberto imediatamente. Quando você abre um pote a 4°C em uma sala a 25°C com %s de umidade, a condensação se forma instantaneamente na superfície fria da pasta. Pense numa cerveja fria suando na varanda — é a mesma física. Essa condensação é água pura, e você acabou de misturá-la diretamente na sua química.
O equipamento de armazenamento em si costuma ser o culpado. É comum ver uma fábrica operando linhas de SMT que custam milhões de dólares confiando em uma mini geladeira de dormitório de $90 para armazenar um inventário de cinquenta mil dólares. Esses aparelhos de consumo têm um háster térmico terrível. Eles ciclizam de forma descontrolada, às vezes congelando a pasta (o que arruína permanentemente a suspensão do fluxo) e outras vezes deixando-a subir até 15°C. Se a pasta congelar, o fluxo se separa. Nenhuma mistura irá consertar isso. Se você perceber separação ou “crosta” em um pote novo, verifique a geladeira, não o fornecedor.
Um mito comum sugere que você pode “temperar rapidamente” a pasta colocando-a em um aquecedor ou misturando vigorosamente. Isso é falso. A única maneira segura de temperar a pasta é tirá-la da geladeira e deixá-la repousar, selada, à temperatura ambiente por pelo menos quatro a oito horas. Se você não planejou com antecedência e precisa de pasta. agora, você está sem sorte. Quebrar o selo antecipadamente garante a entrada de umidade.
Raspando o Fundo
O inimigo final do rendimento é a frugalidade mal colocada. A pasta de solda é cara, muitas vezes custando centenas de dólares por quilo. Isso leva gerentes e operadores a tratá-la como ouro líquido, tentando economizar cada grama. Você vê operadores raspando a pasta seca e crostosa das extremidades da passagem do rodo e colocá-la de volta no pote, ou misturando-a com pasta fresca.

Essa “economia do raspador” é matematicamente desastrosa. Essa pasta usada esteve exposta ao ar por horas. Seu fluxo está exausto, sua viscosidade aumentada. Ela absorveu umidade e oxidação. Ao misturá-la de volta, você contamina o material fresco. Considere a proporção: 50 gramas de pasta desperdiçada custam talvez três dólares. Uma única placa de BGA refeita custa cinquenta dólares em tempo de técnico, além do risco de descartar toda a PCBA. Se você economiza três dólares para arriscar cinquenta, não está economizando dinheiro.
De maneira semelhante, há uma pressão constante para estender o tempo de prateleira. “Expirou semana passada, ainda podemos usar?” A resposta deve sempre ser não. A degradação química do fluxo não é uma sugestão; é uma realidade. O risco de vazios e juntas abertas aumenta diariamente após a data de validade. Se você fizer essa pergunta, seu gerenciamento de inventário é o problema, não a data de validade.
Disciplina é a Solução
A solução para a deformação a frio e os defeitos “misteriosos” é raramente uma liga nova e cara ou uma máscara nanocoberta. É disciplina entediante e rigorosa. É comprar um termômetro e um higrômetro $20 e colocá-los bem ao lado da impressora. É impor um rigoroso tempo de “Não Abrir” na pasta retirada do armazenamento frio. É capacitar operadores a descartarem a pasta que permaneceu na matriz por muito tempo, em vez de tentar economizá-la.
O controle de processo supera a ciência do material. Você pode usar a pasta tipo 5 mais cara e resistentes a deformação do mundo, mas se tratá-la como sujeira — se deixá-la molhar, congelar ou deixá-la fora por 24 horas — ela falhará. Por outro lado, uma linha disciplinada pode usar SAC305 padrão em um ambiente controlado e alcançar taxas de defeito próximas de zero. A pasta geralmente funciona. Certifique-se de que o ambiente permita isso.