Невидимый сбой
Самая опасная плата в высоконадежном сборочном производстве — не та, которая не проходит функциональный тест. Это та, которая проходит. Вы можете держать плату на свету, видеть идеальный монтаж на верхней стороне и подписывать партию, но если этот соединение предназначено для авиакосмического кабины или медицинского устройства, визуальный осмотр фактически — ложь.
Физика диктует, что идеальный монтаж на верхней площадке не гарантирует прочную колонну припоя внутри цилиндра. В производстве класса 3, где J-STD-001 требует 75% вертикального заполнения (и зачастую 100% в зависимости от контрактных дополнений), визуальная проверка «достаточно хороша» является ответственностью. Вы можете иметь красивую менисковую линию с стороны компонента, в то время как сам цилиндр заполнен пустотами или заполнен только наполовину.
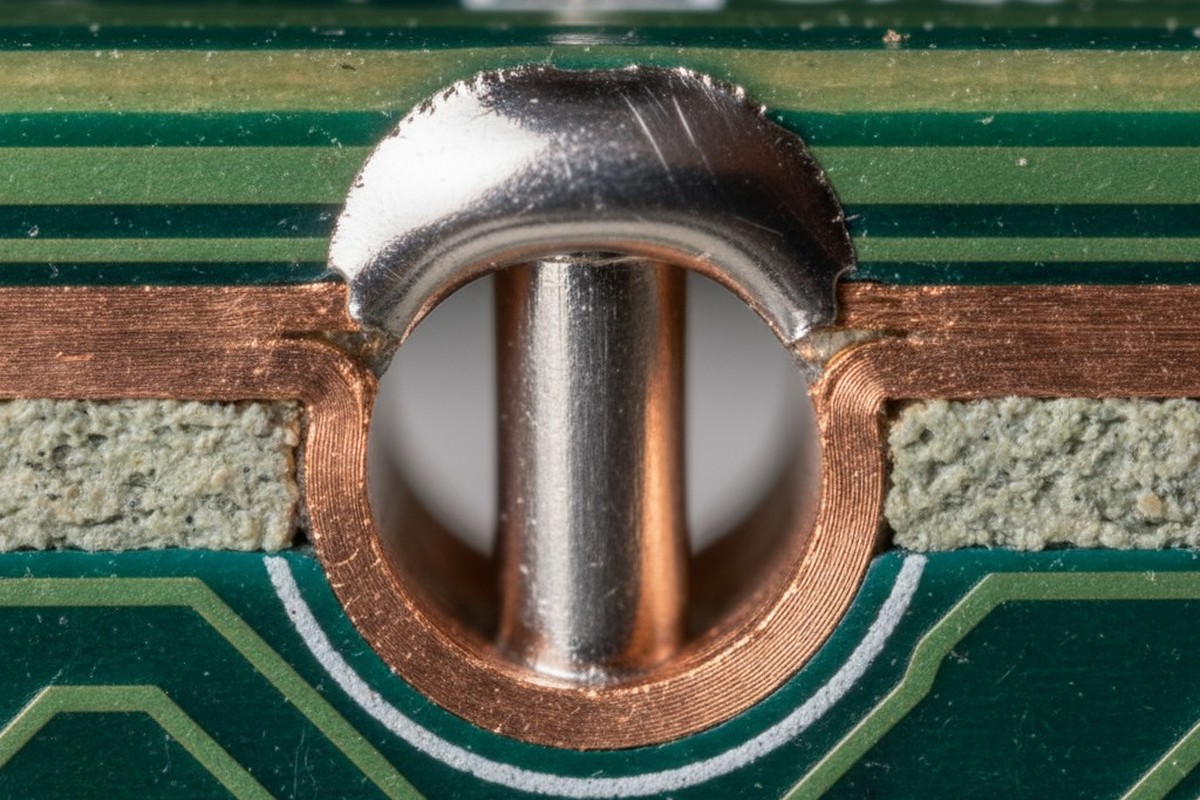
Единственным беспристрастным судьей здесь является рентгеновский анализ или разрушительное поперечное сечение. Когда вы режете образец платы и полируете поперечное сечение, вы ищете доказательства битвы между капиллярным действием и тепловой динамикой. Когда припой не поднимается, это редко означает, что высота волны была слишком низкой. Обычно это означает, что конструкция платы физически сделала восхождение невозможным.
Геометрия газовой зашиты
Основная причина плохого вертикального заполнения — почти всегда соотношение отверстия и выводного пина. Дизайнеры и команды закупок часто рассматривают выводы компонента и plated through-holes (PTH) как простую «таб A в слот B» геометрию. Если пин входит, дизайн одобрен. Но при пайке волной отверстие — это не просто приемник; это канал для динамики жидкости.
Наблюдайте, что происходит, когда закупки меняют круглый пин на квадратный, чтобы сэкономить часть цента. Диагональ этого квадратного пина может технически пройти мимо стенки отверстия, но углы создают плотные карманы, где газ флюса захватывается. Когда волна достигает дна платы, флюс активируется и выделяет газ. Если нет кольца — нет явного «дымовой трубы» воздушного пространства вокруг пина — этот газ некуда деваться. Он образует запечатываемый пузырь внутри цилиндра.
Вы пытаетесь протолкнуть жидкий паяльник против газового пузыря высокого давления. Физика побеждает каждый раз. Пайка останавливается, газ остается, и возникает залповой дефект или пустота.

Эта проблема еще более остра в процессах Pin-in-Paste (PIP). Объем пасты добавляет еще один фактор в уравнение газа, но фундаментальное правило остается: газ должен покинуть отверстие, чтобы паяльник мог войти.
Чтобы достичь заполнения класса 3, необходимо определенное зазороное кольцо. IPC рекомендует диапазоны, но опыт показывает, что для стандартной платы толщиной 0.062″ до 0.093″ необходимо зазор примерно 0.010 дюймов (10 миль) по диаметру пина. Если у вас пин диаметром 0.028″ и готовое отверстие диаметром 0.032″, у вас есть зазор в 4 миль — по 2 миль с каждой стороны при идеально выровненном положении. Это все равно что попытаться пить молочный коктейль через кофейную палочку. Давление капилляра, необходимое для преодоления сопротивления и обратного давления газов флюса, слишком велико. Пайка образует мост на дне, прежде чем достигнет вершины.
Тепловая краже
Даже если геометрия позволяет поток, сама плата часто выступает как враг. Мы склонны рассматривать PCB как пассивного носителя, но с термической точки зрения, многослойная плата — это массивный теплоотвод.
Возьмите серверную шину из 14 слоёв с мощными заземляющими слоями на слоях 4–10. Когда эта плата достигает волны, припой нагревается до 260°C (для SAC305), но медный цевьё холодное. В тот момент, когда жидкий припой касается стенки цевья, внутренние заземляющие слои мгновенно забирают эту тепловую энергию. Припой затвердевает у стены, прежде чем сможет подняться выше. Не важна мощность волны; вы не можете пропускать жидкий припой через замороженный пробку.
Здесь часто возникает спор о «селективной пайке». Инженеры предполагают, что селективная пайка решает эту проблему, потому что она более точная, но у селективных ванночек существенно меньшая термальная масса по сравнению с туннелем полной волны. Если вы не можете заполнить её на волне, то на селективной машине без агрессивного предварительного нагрева у вас будут ещё большие трудности.

Вы не решите проблему температурой ванночки. Настоящее решение — в предварительном прогреве. Нужно насытить ядро платы теплом. Цель — поднять «колено» отверстия — внутреннюю медную структуру — как минимум до 110°C или 120°C, прежде чем оно коснется волны. Вы минимизируете «Delta T» (разницу температур) между припоем и медью. Если плата достаточно горячая, припой останется жидким достаточно долго, чтобы подняться по башне. Если вы полагаетесь на волну для нагрева цевья, вы уже проиграли.
Вы не можете исправить конструкцию с помощью высоты волны
Общая реакция на полу, когда показатели заполнения снижаются, — это «повышение параметров». Операторы увеличивают скорость насоса, чтобы поднять высоту волны, или замедляют конвейер до минимума, чтобы увеличить время задержки. Это фактически попытка грубо-притянуть физику.
Повышение высоты волны увеличивает гидростатическое давление, да, но в основном оно увеличивает риск мостиков и коротких замыканий на нижней стороне. Увеличение времени задержки — оставление платы в волне дольше — ещё опаснее. Если задерживать слишком долго, есть риск вымывать медь прямо с «колена» отверстия или растворять кольцевое кольцо. Вы можете добиться заполнения, но при этом уничтожаете металлогическую целостностьvias.
«Наводка» на верхней стороне или ручная пайка так же опасны для отказов класса 3. Добавление проволочного припоя сверху создает интерфейс «холодной» пайки, где новый припой сталкивается с старым внутри цевья. Это выглядит как заполнение, но структурно — это слабое место, которое при вибрации может треснуть.
Диаграмма сверла — это окно процесса
Нет магического флюса и идеальной настройки машины, которая компенсирует 24-слойную плату с отверстиями диаметром 3 миля и недостаточной тепловой релаксацией. Мы пропускаем основы обслуживания машины — предполагая, что сопло чистое, а крыльчатка работает — потому что никакое обслуживание не исправит неправильную диаграмму сверла.
Если хотите заполнение класса 3, работа начинается в CAD-программе задолго до того, как плата попадет в ванне заварки. Вам нужно спроектировать отверстие так, чтобы оно дышало (коэффициент) и плата удерживала тепло (тепловая релаксация). Если дизайн не учитывает динамику жидкости и термодинамику, единственное, что вы произведете — это брак.