Обычно это происходит во вторник днем, как только линия начинает работать в режимах спешки. Машина распаяния — возможно Panasonic NPM или высокоскоростной Juki — гудит, конвейер движется, а метрики на панели горят зеленым. Теоретическая пропускная способность кажется высокой. Машина находить глобальные фидуциалы на панели без единого журнала ошибок. Согласно координатной геометрии в файле размещения, всё идеально.

Затем платы выходят из печи рефлоу.
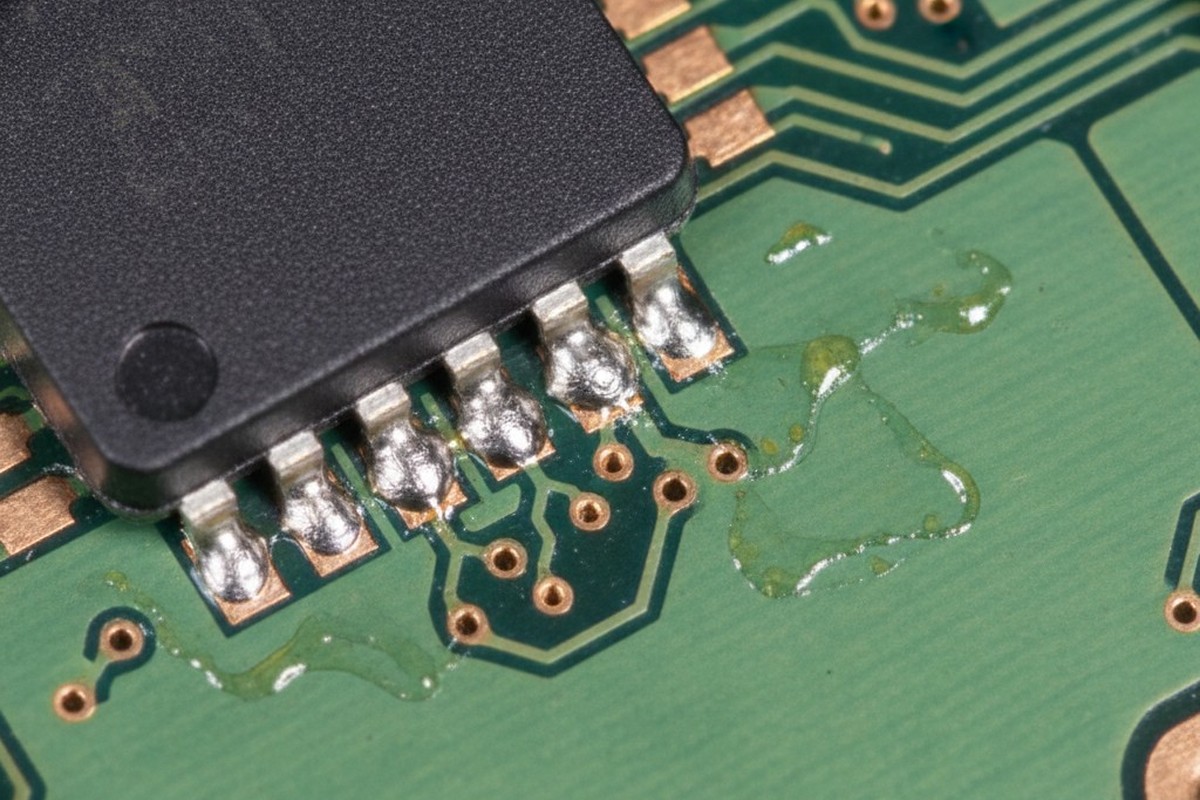
Вы смотрите в микроскоп и видите катастрофу. Каждый 0,4мм QFN смещен на 0,15мм влево. Пады соединены мостиками. пассивные компоненты 0201 — страдали или наклоняются со своих посадочных зон. Вы держите панель дорогих конфетти.
Руководитель проекта хочет знать, почему машина вышла из строя. Но машина не вышла из строя. Она делала именно то, что ей было приказано, основываясь на предоставленных ей ссылках. Неудача произошла недели назад, внутри CAD-пакета, когда дизайнер решил, что три фидуциала на направляющих панели — «хорошо достаточно» для всей сборки.
Геометрия Лжи
Восприятие фундаментальных ошибок в проектировании PCB, которое считает плату жесткой, неизменяемой сеткой. В среде CAD расстояние между точкой происхождения (0,0) и посадочной площадкой компонента на (250, 150) — это математическая абсолютность. Оно никогда не меняется.
На производственной площадке эта сетка — ложь.
Когда машина зажимает панель, она ищет глобальные фидуциалы — те медные кружки, обычно расположенные на отходных направляющих или углах платы. Она рассчитывает положение платы, основываясь на этих точках. Если плата немного повернута — ошибку «тета» — машина математически компенсирует, поворачивая свою внутреннюю координатную систему, чтобы она совпадала с платой.

Проблема в том, что геометрия использует ошибку на расстоянии. Ошибка поворота всего 0,05 градуса на направляющей может привести к незначительному смещению компонента на 10мм. Но для компонента, расположенного в центре панели длиной 300 мм, эта же крошечная угловая ошибка превращается в огромное боковое смещение. Машина думает, что размещает часть на идеальной координате, но из-за того, что точка отсчета так далеко, «рычаг» ошибки усиливает отклонение.
Вы просите машину протянуть иглу из другого конца комнаты, основываясь на карте, нарисованной кем-то на салфетке. Не важно, утверждает ли брошюра машины, что точность составляет 30 микрон. Эта точность относительна той ссылки, которую она видит. Если ссылка находится на рельсе, а цель — в 150 мм, вы боретесь с тригонометрией, и тригонометрия всегда побеждает.
FR-4 — это Живая губка
Геометрический рычаг достаточно плох, но он предполагает, что сама плата стабильна. Это не так. Мы привыкли считать ПКБ за стальные пластины, но они представляют собой композиты из стекловолокна и эпоксидной смолы. Они больше похожи на жёсткую ткань, чем на обработанный металл.
FR-4 — это живой, движущийся материал. Он дышит с изменением температуры. Когда вы запускаете двустороннюю сборку, эта плата проходит через печь для пайки первого слоя, достигая температур выше 240°C. Материал расширяется. Стекловолокна держат натяжение. Смола дополнительно затвердевает. Когда она остывает, она не возвращается к своим точным исходным размерам. Она сужается, деформируется и скручивается.
Если вы работаете с гибкими схемами или полиимидными материалами, эта реальность ещё более жестока. Гибкая панель может растягиваться нелинейно, что означает, что один угол может расшириться на 0.1 мм, а центр — на 0.3 мм.
С точки зрения машины, это настоящий кошмар. Она считывает фидуциарные метки на рельсе, измеряет расстояние между ними и замечает, что плата сжалась на 0.5 мм по длине. Передовые машины от ASM или Mycronic используют алгоритмы «учёта усадки», которые пытаются сгладить эту ошибку путём масштабирования координат размещения.
Но это масштабирование предполагает, что искажение линейное — что плата растянулась равномерно, как резиновая лента. На самом деле, плата искажается, как мокрый sponge, высыхающий на солнце. Местное искажение около тонкопаянного BGA в центре может сильно отличаться от искажения у краевых разъёмов. Машина, смотрящая только на рельсы, не может этого знать. Она применяет глобальное исправление к локальной проблеме.
Именно поэтому вы видите проблемы с совмещением трафарета, имитирующие ошибки позиционирования. Если ваш трафаретный принтер настраивает выравнивание по тем же фидуциарным меткам на рельсе, он также угадывает, где находятся контактные площадки. В результате посадка пасты происходит наполовину на контактную площадку, наполовину — вне её, а компонент размещается также наполовину на пасте и вне её. Это гарантирует дефект при повторном нагреве.
Местное исправление

Есть только один способ преодолеть физику искажения и геометрию рычага: локальные фидуциалы.
Локальный фидуциал — это отметка, расположенная прямо рядом с компонентом с тонким шагом. Под «рядом» мы подразумеваем внутри одного функционального блока, часто в пределах 10-20 мм от цели.
Когда вы заставляете машину использовать локальные фидуциалы, вы меняете правила игры. Машина перемещает камеру в область компоненты, находит локальные метки и сбрасывает точку отсчёта. Теперь “рычаг” любой ошибки вращения практически равен нулю. Машина не заботится о том, что рельс панели на 5 мм смещён или плата деформировалась на 1 мм по длине. Она заботится только о соотношении между этими локальными метками и контактными площадками рядом с ними.
Это создаёт «окно истинности» вокруг компонента. Внутри этого окна относительная точность очень высокая, потому что ссылка находится сразу.
Проектировщики часто возражают против этого. Они говорят, что у них нет места. Они хотят оставить это место 1 мм × 1 мм для трассы или посадочного отверстия. Но нужно спросить: какова стоимость этого пространства по сравнению с затратами на повторную работу? Если вы размещаете QFN с шагом 0.4 мм, BGA с шагом 0.5 мм или высокоплотный разъём, вы не ведёте переговоры с оператором; вы боретесь с математикой.
Правило простое: если шаг компонента 0.5 мм или менее, требуются локальные фидуциалы. Если компонент — BGA с более чем 400 контактами, требуются локальные фидуциалы. Для коррекции вращения нужно два метки — обычно размещённые по диагонали от корпуса компонента. Одна метка бессмысленна для коррекции вращения; она даёт только смещение (X/Y).
Самые популярные обходные пути проектировщиков (которые не работают)

Когда им говорят, что им нужны локальные опорные точки, умные инженеры часто пытаются обмануть систему. Самая распространенная попытка — использование «via как фидуциарной метки».
Они укажут на via возле компонента и спросят: «Разве вы не можете просто сказать камере посмотреть на эту отверстие?»
Нет.
Механическая сверлильная коронка отклоняется. Толерантность на позицию просверленного отверстия часто составляет +/- 0,1 мм или хуже, в зависимости от станка. Кроме того, покрытие вокруг отверстия может быть неровным. Системы машинного зрения работают на контрасте — особенно на контрасте между блестящей медью/золотом/паяльником и темной маской. Via — это запутанный оптический объект. У него есть глубина, тени и неровные края.
Использование via в качестве точки выравнивания — похоже на попытку откалибровать снайперскую винтовку, используя цель, нарисованную на шарике, качающемся на ветру. Вы вводите в систему больше ошибок, чем удаляете.
Аналогично, не полагайтесь на отверстия маски припоя в самих контактах. Толерантность к регистрации маски припоя loose (около +/- 75 микрон). Медьное покрытие — единственное, что важно с электрической точки зрения, поэтому маркер выравнивания должен быть выгравирован в том же слое меди, что и контакт. Это единственный способ гарантировать, что они будут двигаться вместе.
Важное
Это не о том, как настроить их в вашем CAD-программном обеспечении — это руководство, которое вы можете найти в другом месте. Это о выживании вашей производственной партии.
Глобальные фидуциарии на рельсах помогают разместить плату в станке. Они обеспечивают грубое выравнивание, необходимое для транспортировки панели и размещения крупных, прощающих ошибок компонентов, таких как электролитические конденсаторы или большие индукторы.
Но локальные фидуциарии приводят часть на контакты. Они — единственная защита от искажения, скручивания и растяжения реальности производственного процесса. Их пропуск для экономии места — ложная экономия. Вы экономите миллиметр FR-4, но платите за это часами работы техника, стоимостью рентгена и «дорогим конфетти» — списанной панелью.
Дизайн с учетом реальности материала, а не идеальности сетки.