當一個新的數據包到來時,在coverlay層有完美的九十度直角開口,施工現場會落下一種特定的寧靜。那是CAM工程師期待著不可避免的工程查詢(EQ)——或者更糟的是,三週後碎片箱逐漸填滿的寧靜。
對於坐在高解析度顯示器前的設計師來說,那些尖銳的角看起來銳利、專業且精確。它們與他們一生中經常進行路由的剛性電路板的正交邏輯相符。但在彈性電路的實物世界中,材料受到熱、壓力和反復機械彎曲的影響,這些尖銳角是結構上的負擔。
物理學不在乎你的CAD佈局的美學偏好。當彈性電路彎曲時,力會在表面上分散,直到遇到不連續點。覆蓋層中的方角——即鋪在銅上的聚酰亞胺絕緣層——充當大型應力集中點。它將彎曲的機械能集中到銅跡的單一微觀點。結果是,該電路通過了軟件中的每一個設計規則檢查(DRC),但在首次安裝於鉸鏈或緊密封閉的箱體中時就嚴重失效。
殺人武器的幾何形狀
你不能將coverlay開口視為剛性焊膏。你必須將堆疊不僅看作一個電路板,而是不同材料拼成的三明治,彼此抗爭。底層是聚酰亞胺;導體是銅;頂層是coverlay。當這個三明治彎曲時,外層拉伸,內層受壓。
如果coverlay上有一個銳角九十度跨越銅跡,它就會形成一個「機械缺口」。由於coverlay比其下的膠粘劑更堅硬,因此在每次彎曲時,它都像刀刃一樣壓在銅上。
設計師常會提到現代激光切割技術作為防御。他們認為激光可以在沒有機械CNC鑽頭半徑限制的情況下,將聚酰亞胺精確地燒蚀成正方形。這在技術上是正確的,但實用上卻無關緊要。工具的能力並不等於材料的力學特性。即使工廠切割出一個完美的正方形,應力集中依然存在。位於該角下的銅跡將經歷一個比周圍區域高出3到5倍的應變峰值。

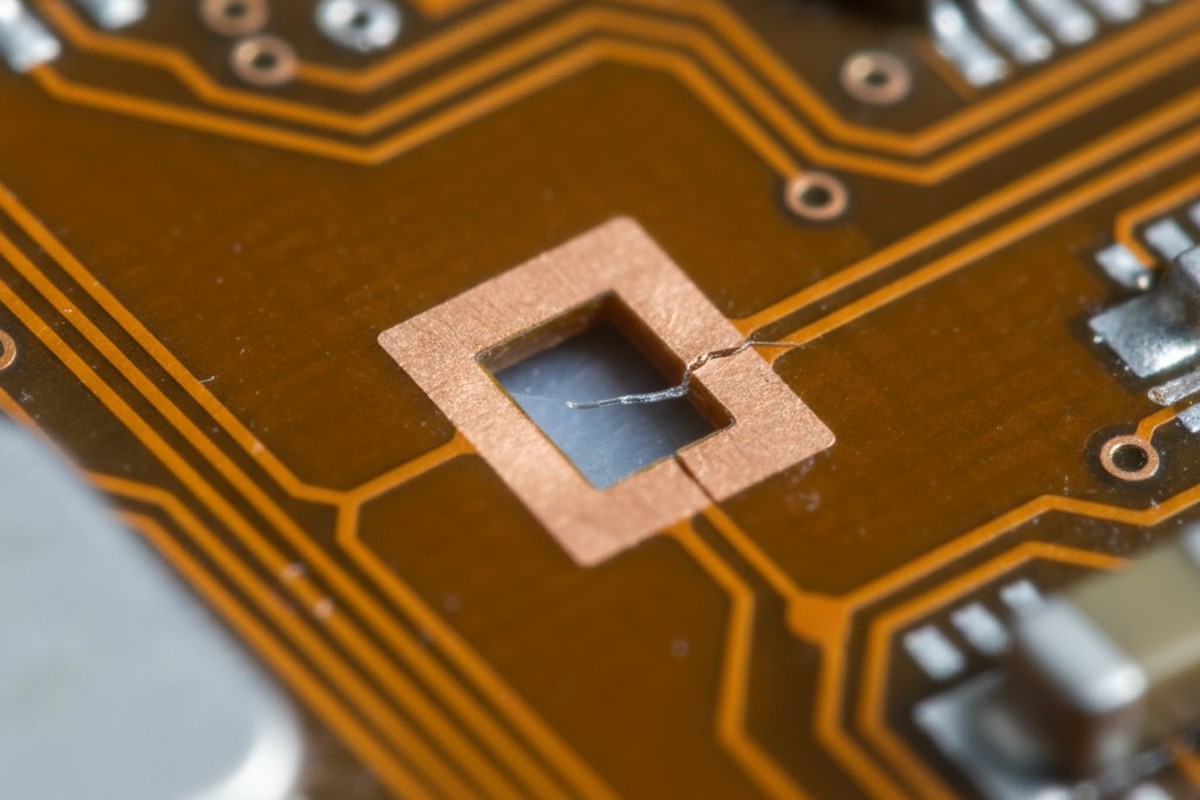
在像照相機滑動傳感器或筆記本電腦鉸鏈這樣的動態應用中,裂縫通常從coverlay開口的邊緣開始產生。它沿著銅路擴展,並在不到1000次循環後導致電路斷開。
解決方案在設計上很簡單,但在功能上卻至關重要: 每個coverlay開口都必須有圓角。 標準做法規定最小圓角半徑為0.2毫米(約8密耳)。這樣可以使應力沿著弧線分散,而不是集中在一點上。如果設計允許,較大的半徑總是更好。
對於那些試圖在這些開口處進行線迹追蹤的人來說,“水滴”或倒角規則適用。從覆蓋區域到裸露焊盤的過渡應該絕不突然。一個簡單的0.2mm倒角就能解決整個結構問題,將潛在的場失效轉變為堅固的互連。
黏稠因子:黏合劑是液體
第二個根本問題是連接本身的性質。與用於剛性板的液態感光焊料遮罩(LPI)不同,焊料罩是一層用丙烯酸或環氧樹脂膠黏而成的堅硬塑膠片。
在層壓過程中,堆疊會受到高溫和壓力。在這個階段,膠黏劑會液化。它會移動。它會流動。
這種“擠出”是高密度互連的敵人。如果設計師創建的焊料罩開口與銅焊盤大小完全匹配(1:1),在層壓過程中,膠黏劑不可避免地會滲出到焊盤表面。這些滲出物常透明且微小,形成在金或錫涂層與元件引線之間的看不見的屏障。

裝配工廠會報告這是“焊盤濕潤失敗”或“鍍層缺陷”。他們會發送焊球堆積且拒付焊盤的照片。不過,根本原因不是鍍層化學反應,而是層壓的物理性質。膠黏劑流動到了焊盤上0.05mm至0.15mm,隔絕了焊盤。
由於膠黏劑的流動會根據預浸料的老化程度、層壓壓力和特定材料品牌(杜邦Pyralux與通用等級)而變化,設計必須考慮最壞情況。行業標準是將焊料罩開口放大至少 0.25mm(10密耳) 比焊盤暴露部分大。這提供了一個“壩”區域,膠黏劑可以在不侵犯可焊表面的情況下流動。
對於極度緊密的焊點距離,即沒有10密耳空間,設計師必須指定“低流”膠黏劑或切換到激光直接成像(LDI)焊料罩,雖然這會帶來其自身的機械風險。
錨點與材料神話
在剛性領域,銅與FR4核心的附著力非常強。在柔性領域,銅實際上漂浮在一層軟聚合物上。當進行回流或手工焊接時施加熱量,熱膨脹不匹配可能導致小的銅焊盤從底材剝離。這就是“焊盤起泡”,也是返工廢料的主要原因之一。
覆蓋層有助於固定焊盤,但前提是開口設計用於攔截銅。由較大覆蓋層開口完全暴露的簡單矩形焊盤沒有任何機械固定。它完全依賴於膠黏劑的化學鍵合。
為了解決這個問題,設計師必須使用“錨”,"刺"或“兔耳”,即銅的突出部分延伸到覆蓋層下方。覆蓋層充當機械夾子,將突出部分固定住,以防止主焊盤在焊接過程中起泡。

通常有人會產生傾向,忽略這些幾何問題,直接在柔性電路上使用液相感光焊膏(LPI)- 那種綠色的材料。它允許更緊的圍壩和方形角落。然而,LPI很脆。在靜態應用(安裝預合)中是可以接受的。但在任何動態應用中,LPI會像河岸上的乾裂泥土一樣裂開。一旦裂縫產生,會傳播到銅層,像方形覆蓋層角一樣割斷走線。除非應用完全靜態,否則必須使用標準的聚酰亞胺覆蓋層。
製作樓層規則
為了將設計排除在工程查詢隊列外並確保生產線的高良率,有一些不可協商的規則。這些不是美觀建議,它們是機械存活的必需條件。
- 圓角: 所有覆蓋層開口的角半徑必須至少為 0.2mm。禁止鋒利的方形角。
- 過大以防擠出: 開口應比焊盤大 0.25mm(10 毫米)以考慮膠粘劑流動。
- 焊盤的錨點: 任何無支撐的焊盤需要銅針延伸至少 0.15mm 以防止 lifted。
- 水滴腳: 所有走線到焊盤的轉接必須做成水滴形,以防接頭裂開。
柔性電路的可靠性取決於最弱角落。通過尊重覆蓋層和膠粘劑的材料特性,設計從 CAD 中的理論模型轉變為現場實行的現實。