在高混合製造中,奇形組件是速度的敵人。它們是拒絕表面安裝的連接器、插頭和重型變壓器,在其他電路板已進行回流焊後,仍需求穿孔工藝。
當面對一個有90% SMT和10%奇形穿孔的電路板時,直覺往往是將其路由到選擇性焊接機。這感覺精確,感覺現代,且不需任何模具成本。
它也是,常常是個陷阱。
雖然選擇性焊接提供可程式化的精度,但也帶來嚴重的產量損失。觀看選擇性噴嘴穿越電路板,打擊400個點,這是一個需要極大耐心的工程,高產量的生產線無法承受。如果一條生產線以45秒為節拍運作,12分鐘的選擇性焊接循環就不只是一個工藝步驟,而是一個停車場。另一種選擇——手工焊接,更糟糕,會引入巨大的勞動成本和人類疲勞的不一致性。

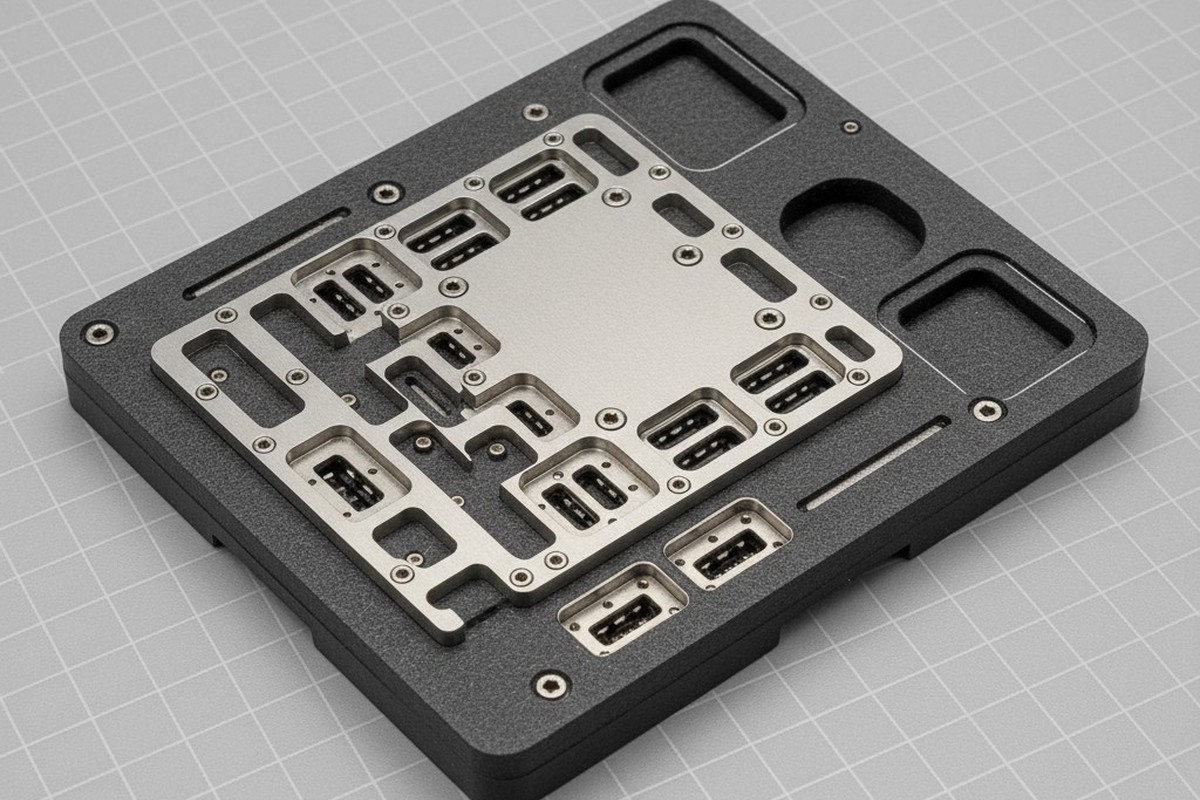
彌合這一差距的工程解決方案是定製的波峰焊托盤。通過遮擋 SMT 元件,只暴露穿孔腳針於波中,我們將串行工藝轉變回並行。然而,設計一個功能性托盤不僅僅是切割一張複合材料板的孔洞。這是流體動力學、熱管理和材料科學的問題。將焊劑波當作一個簡單的熱金屬池,如果如此設計,反而會產生比預防更多的缺陷。
箱中的流體力學
波峰焊托盤的根本挑戰在於,它迫使熔融焊料呈異常方式行為。標準的波峰焊機設計用於沖刷平坦、開放的電路板。當你引入托盤時,你是在要求焊料流向深而狹窄的袋子,濕潤接點,然後退回,不拖攏焊料,也不留下橋連。
接著是“陰影效果”。如果托盤孔洞的牆壁太厚,它們就像防波堤。當電路板經過焊波時,托盤牆前緣推動焊料流向下,形成其後的湍流陰影。坐在陰影中的針腳從未看到焊波,導致“跳焊”——需要人工返工的開路接點。為了對抗這一點,孔洞牆壁必須在焊料一側倒角,引導焊料流向針腳。清除元件還不夠,還需要引導流體。
還有一個看不見的敵人:氣體困住。助焊劑在碰觸預熱器和焊波時會產生氣體。在開放式電路板上,氣體會向上散逸。在托盤孔洞內,尤其是緊密封閉以保護附近0402阻值的電阻的孔洞中,氣體無處可去。它在接點周圍形成氣泡,阻止焊料濕潤焊盤。適當設計的托盤包括排氣孔——微型通風孔,讓助焊劑煙霧得以排出而不讓焊料進入。沒有這些,你會看到外觀完美但電性開路的焊點,因為它被一個微小的松香蒸汽空洞包裹著。
材料戰爭:鈦合金對比複合材料
托盤設計的主要限制是“禁入區”——你需要焊接的穿孔腳針與你需要保護的最近的SMT元件之間的距離。這個距離決定了牆壁的厚度,而牆壁的厚度又決定了你所選用的材料。
如果你有3mm或更大的空隙,選擇就很簡單。像Durostone或Ricocel這樣的標準複合材料效果良好。它們價格合理,易於加工,並能承受260°C焊料波的熱衝擊。你可以加工出3mm的牆壁,且能經歷數千次循環而不退化。
當最小間隙低於 1mm 時,那個數學模型就失效了。
我們經常看到設計師將 USB-C 連接器或卡扣夾僅放置在距離敏感塑膠零件幾毫米的地方。在這些場景中,複合材料牆壁需雕琢至 0.5mm 或更薄。達到該厚度時,複合材料就會失去結構完整性。它們變得脆弱,在熱應力下易碎或更糟,會吸收助焊劑並開始層剝,經過幾次生產後會變成海綿狀的混亂。
引入鈦合金 5 等級。
當間隙緊湊時,我們會鑽製一個定制的鈦合金插入件並將其螺絲固定到複合載體中。鈦材料允許牆壁薄至 0.4mm 且保持剛性和防助焊劑滲透。這是一個昂貴的升級,通常會讓固定裝置的成本增加 $400-$600,但這是唯一能在沒有橋接的情況下焊接高密度板的一個方法。

關於熱力學,存在一個合理的反駁:鈦是金屬,而金屬傳導熱量。大型鈦合金插入件可以作為散熱器,從焊點吸收熱能並引發“冷焊”缺陷。這確實是一個風險。然而,可以通過激進的預熱設置來降低風險,而且,反常的是,牆壁本身的薄度也起到了作用。0.5mm的鈦牆相較於焊波的大量熱容量,幾乎沒有熱質量。當空間有限時,金屬插入件的取捨幾乎總是有利的。
按住浮子
重力通常在焊接中是我們的朋友,但在奇形元件中卻不然。許多通孔連接器,尤其是具有塑膠外殼的,出奇地浮在液態焊料的湍流中。它們在組裝過程中可能會浮起來,或在焊波中“滑行”並偏離 1mm。

托盤在此提供了選擇性焊接無法比擬的機械優勢:可以使用“頂帽”或固定夾。這些夾持器整合在固定裝置的上半部(或單獨的蓋子),在焊接過程中實體鎖定元件主體與PCB接觸。
如果您處理的是直角連接器或重型變壓器,單純在鍍銅通孔中用摩擦配合來固定元件,幾乎不夠用。我們見過整批電路板因連接器偏移 2 度而失敗,導致無法安裝到最終外殼中。一個定制的帶有鈦合金彈簧固定器的托盤能從機械上解決問題,確保每個元件都能貼齊、每次準確安裝。
非重複性工程的投資回報率
大多數專案的卡點在於非重複性工程(NRE)成本。一個複雜的帶有鈦合金插入件和固定器的波峰模盤,價格可能在 $1,200 至 $2,000 之間。對於一個採購人員來說,與“免費”的選擇性焊接機或一捲 Kapton 膠帶的工具相比,這是一筆很大的開銷。
這是未能計算全部擁有成本(TCO)的失誤。
以“Kapton 膠帶”為例,很多人會問我們是否可以用高溫膠帶遮罩SMT零件,再讓電路板通過波峰焊。膠帶便宜,勞動成本則很高。對 500 塊板子貼膠帶,焊完後再撕除膠帶,這就是一個大量人力投入的工作。同時會留下膠黏殘留物,需要化學清洗。如果你處理超過 200 塊板,膠帶的工人工資就會超過托盤的成本。
同樣地,看看循環時間。如果一個托盤讓你用 45 秒焊完一塊板,而使用選擇性機器則需要 8 分鐘,一開始的 1,000 個單位就可以讓固定裝置自己“收回成本”。這個托盤不是配件,而是我們對產能的資本投資。
在評估新布局時,首先要查看間隙。如果有空間,標準材料效果奇佳;如果空間有限,鈦合金能提供你所需要的餘地。但不要讓初期模具成本嚇跑你,這也是唯一能與SMT生產線速度媲美的工藝。