Matematyka rozczarowania

Arkusz kalkulacyjny obiecywał dziesięć lat. Prezentacja marketingowa obiecywała dziesięć lat. Jednostki testowe walidacji inżynieryjnej, siedzące w klimatyzowanym laboratorium, nadal działają idealnie. Jednak na polu — być może w wilgotnej szafie technicznej na Florydzie lub w sieci czujników rolniczych na środkowym Atlantyku — jednostki umierają po sześciu miesiącach. Baterie są rozładowane.
Gdy to się zdarza, instynktownie obwiniasz źródło energii. Przeglądasz logi, sprawdzasz zamówienia i przekonujesz się, że dystrybutor wysłał ci złą partię CR2032. Zakładasz, że podano fałszywą szybkość samorozładowania lub że krzywa obniżania temperatury była zbyt optymistyczna.
To prawie nigdy nie jest wina baterii. Nowoczesne litowe ogniwa pierwotne od dostawców Tier 1 to niezwykle spójne chemiczne silniki. Jeśli są puste, nie wyciekły energii do eteru; dostarczyły ją do obciążenia. Problem w tym, że obciążeniem nie jest twój mikrokontroler ani radio. To sama płytka drukowana.
Kłamstwo o topniku „No-Clean”
Sprawcą jest zwykle nieporozumienie dotyczące terminu „No-Clean”. W świecie szybkiej elektroniki cyfrowej — pomyśl o Raspberry Pi lub płytach głównych laptopów — topnik „No-Clean” jest standardowym, bezpiecznym materiałem. Pozostawia osad chemicznie na tyle obojętny, że nie powoduje zwarcia na szynie zasilania 3,3 V, przez którą płyną ampery prądu. Impedancja tego osadu może wynosić megaomy, co dla zasilacza CPU jest praktycznie obwodem otwartym.
Ale ty nie budujesz laptopa. Budujesz urządzenie ultra-niskiego poboru mocy (ULP), gdzie budżet uśpienia mierzy się w nanoamperach. W tym obszarze „No-Clean” to marketingowa fikcja. Osad topnika pozostawiony po procesie lutowania jest złożony z aktywatorów jonowych — kwasów zaprojektowanych do rozpuszczania tlenków na miedzianych padach, aby zapewnić dobre połączenie lutownicze. Gdy płytka wychodzi z pieca, ten osad skutecznie twardnieje. Ale nie jest obojętny. Jest higroskopijny. Pobiera wilgoć z powietrza.
Wraz ze wzrostem wilgotności ta łagodna skorupa zamienia się w przewodzący elektrolit. Nie mówimy o zwarciu bezpośrednim. Mówimy o „miękkim” zwarciu: pasożytniczym oporze rzędu 10 do 50 megaomów. W urządzeniu zasilanym z sieci to szum. W urządzeniu próbującym spać przy 500nA, równoległy opór 20 megaomów między zaciskami baterii lub przełącznikiem zasilania to katastrofa. Pobiera dodatkowe 150nA ciągle, 24 godziny na dobę, niezależnie od stanu oprogramowania. Ten niewidzialny wyciek kradnie twoje dziewięć i pół roku życia baterii.
Istnieje niebezpieczna tendencja do próby załatania tego powłoką konformalną. Logika wydaje się słuszna: jeśli wilgoć jest wyzwalaczem, uszczelnij płytkę. Ale spryskiwanie poliuretanu lub akrylu na płytkę, która nie została agresywnie wyczyszczona, nie jest rozwiązaniem — to grób. Po prostu uwięzisz zanieczyszczenia jonowe i wilgoć otoczenia pod powłoką. Korozja będzie postępować, teraz chroniona przed twoimi próbami czyszczenia, a dendryty będą się szczęśliwie rozwijać w swoim prywatnym szklarni.
Niewidzialny most: wilgotność i dendryty
Mechanizm awarii rzadko jest statyczny. Oddycha wraz ze środowiskiem. Dlatego nie możesz go odtworzyć na swoim stole w klimatyzowanym biurze. Przewodność osadu topnika jest nieliniowa i chaotyczna; gwałtownie rośnie, gdy wilgotność względna przekracza próg, często około 60-70%.

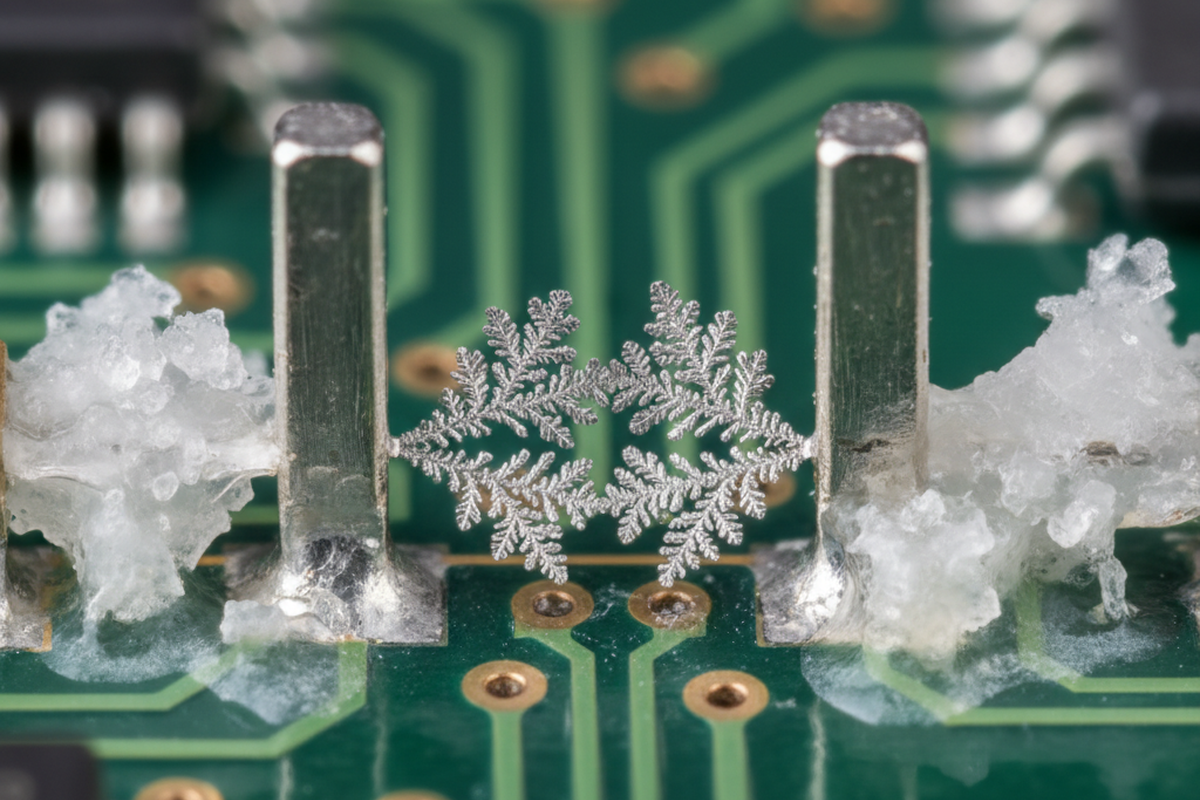
Rozważmy uogólniony przypadek wdrożenia inteligentnego pomiaru. Jednostki zainstalowane w klimatyzowanych serwerowniach działają wiecznie. Identyczne jednostki zainstalowane w obudowach zewnętrznych zawodzą w klastrach podczas sezonu deszczowego. Pod mikroskopem czasami można zobaczyć fizyczne dowody: wzrost dendrytyczny. To paprociopodobne metaliczne kryształy, które rosną od katody w kierunku anody, zasilane przez rozpuszczone jony metalu w pozostałościach topnika. Nie muszą całkowicie mostkować przerwy, aby ci zaszkodzić. Wystarczy, że zmniejszą opór izolacji na tyle, by upuścić baterię.
Ta migracja jest napędzana przez pole elektryczne. Im ciaśniejszy układ — komponenty 0402, rozstaw pinów BGAs 0,5 mm — tym większa siła pola między pinami i tym szybciej zachodzi migracja. Pozostałości nie muszą być widoczne gołym okiem, aby były śmiertelne. Monowarstwa zanieczyszczeń jonowych wystarczy, aby połączyć dwie pady na mikrokontrolerze, wybudzając go z głębokiego uśpienia lub po prostu upuszczając prąd z VCC do masy.
Twój multimetr cię okłamuje
Część przyczyny utrzymywania się tego trybu awarii polega na tym, że standardowe narzędzia inżynieryjne są na to ślepe. Nie można zdiagnozować wycieku 50nA za pomocą Fluke 87V. Standardowe przenośne multimetry mają napięcie obciążenia — wewnętrzny spadek napięcia — który zakłóca obwód, który próbujesz zmierzyć. Co gorsza, uśredniają prąd. Nie widzą dynamicznej natury wycieku, który może pulsować lub dryfować.
Jeśli debugujesz żywotność baterii ULP, musisz użyć jednostki pomiarowo-źródłowej (SMU) takiej jak Keithley 2450 lub przynajmniej specjalistycznego narzędzia jak Joulescope. Musisz zobaczyć podłogę. Musisz zweryfikować, że gdy twoje oprogramowanie mówi „uśpienie”, prąd jest faktycznie płaski. Często, przy odpowiednim instrumencie, zobaczysz „pełzanie” — prąd powoli rośnie przez minuty, gdy płytka się nagrzewa lub gdy pozostałości reagują ze środowiskiem. Jeśli polegasz na standardowym odczycie multimetru „0,00 uA”, działasz na ślepo.
Mandat produkcyjny
Nie znajdziesz rozwiązania w oprogramowaniu układowym ani w większej baterii. Znajdziesz je w zakładzie montażowym. Czystość musi być traktowana jako specyfikacja projektowa, a nie szczegół produkcyjny.
Jeśli budujesz urządzenie na 10-letnią żywotność na baterii guzikowej, nie możesz użyć standardowego procesu „No-Clean”. Musisz wymusić mycie. I to nie tylko zanurzenie w wiadrze IPA — to tylko rozprowadza smar. Potrzebujesz liniowego mycia wodnego z saponifikatorami, następnie płukania wodą dejonizowaną i wypiekania, aby usunąć wilgoć.
To będzie walka. Producentom kontraktowym (CM) nie podobają się linie mycia. Są drogie, wymagają konserwacji i spowalniają linię. Pokażą ci karty katalogowe od dostawcy topnika twierdzące, że spełnia normę IPC-J-STD-001. Musisz to zignorować. Te normy dotyczą ogólnej elektroniki, nie urządzeń żyjących na granicy fizyki.
Musisz wymagać testów chromatografii jonowej. Potrzebujesz dowodu, że płytka jest chemicznie czysta, a nie tylko wizualnie czysta. Jeśli CM odmówi lub spróbuje sprzedać ci „lepszy” topnik No-Clean, odejdź. Koszt właściwego procesu mycia to grosze za płytkę. Koszt wyjazdu serwisu, by wymienić uszkodzoną jednostkę w terenie, to setki dolarów. Zrób rachunek i wymuś mycie.