Najgorszy koszmar w produkcji elektroniki nie jest płytą, która zawodzi na taśmie. Awaria na linii jest denerwująca, oczywiście — zatrzymuje taśmę, wzywa technika i obniża wskaźniki wydajności zmiany. Ale prawdziwym koszmarem jest „Puszysta Płyta”.

To jest jednostka, która zawodzi na polu, być może trzy lata później, wewnątrz czujnika samochodowego lub urządzenia medycznego. Wraca na stanowisko RMA pokryta brudem z drogi lub resztkami biologicznymi. Odwracasz ją, aby zeskanować numer seryjny, wyśledzić partię, dowiedzieć się, która partia kondensatora spowodowała awarię, i znajdujesz… nic. Rozmaz. Beżowy prostokąt, gdzie kiedyś był kod kreskowy.
Tusz został odłuszczony, rozpuszczony przez powłokę konforemną, lub po prostu poddał się upływowi czasu. W tym momencie masz nie tylko jedną popsutą płytę; masz potencjalne wycofanie produktu o nieznanej skali, ponieważ ścieżka audytu zmyła się wraz z numerem seryjnym.
Śledzenie nie jest sugestią; to kręgosłup nowoczesnej odpowiedzialności. Jednak wiele linii produkcyjnych nadal opiera się na metodach, które traktują numer seryjny jak tymczasową naklejkę, a nie jako stały element sprzętu. Jeśli nadal drukujesz numery seryjne mokrym tuszem lub naklejasz je etykietami klejącymi, wbudowujesz punkt awarii bezpośrednio w identyfikację produktu. Jedynym znakiem, który przetrwa nieprzyjazne środowisko linii SMT i długi rozkład na polu, jest ten, który usuwa materiał, a nie dodaje: ablacja laserowa.
Chemia Porażki: Dlaczego Tusz Poddaje się
Aby zrozumieć, dlaczego tusz zawodzi, spójrz, co poddajesz PCB. Standardowy proces SMT to ceremonia przemocy termicznej i chemicznej. Drukujesz numer seryjny na gołej płycie, często używając tuszu epoksydowego utwardzanego UV. Wygląda ostro pod lampą inspekcyjną.
Ale następnie ta płyta trafia do mycia. Nowoczesne pozostałości po ubytkach wymagają agresywnych saponifikatorów — alkalicznych chemikaliów zaprojektowanych specjalnie do rozkładania związków organicznych. Tusz jest związku organicznego. Podczas setek cykli, albo nawet kilku agresywnych myć o wysokim ciśnieniu i wysokiej temperaturze, wiązanie między tuszem a maską lutowniczą słabnie. Pęka mikroprzebiciami. Podnosi się.
To nie tylko kwestia mycia. Rozważ interakcję chemiczną z kolejnymi warstwami. Jeśli nałożysz powłokę konforemną — powiedzmy, Typ UR (Urethane) lub SR (Silicone) — ta warstwa używa rozpuszczalników, aby pozostać płynną przed utwardzeniem. Te rozpuszczalniki mogą reagować z tuszem nadruku. Widziałem, jak „trwałe” białe oznaczenia zamieniały się w brązowe gluty pod warstwą uretanową, co czyni kod kreskowy nieczytelnym dla wszystkiego oprócz ludzkiego oka — i nawet wtedy, tylko z dużą dozą zgadywania. Skaner kodów kreskowych nie zgaduje. Jeśli kontrast spadnie poniżej pewnego progu, linia zatrzymuje się. A co gorsza, dane są tracone.
Często pojawia się pokusa, by obejść bałagan z tuszem, korzystając z naklejek. Etykiety poliimidowe „wysokotemperaturowe” wydają się czystym rozwiązaniem. Nie są. To odłamki obcych obiektów (FOD), które mogą się zdarzyć.
Naklejka opiera się na kleju, a klej jest polimerem, który zmiękcza się pod wpływem ciepła. Gdy ta płytka trafia do strefy podgrzewania w piecu reflow, nagrzewając się do 150°C, klej ustępuje. Jeśli masz wysokowydajne wentylatory konwekcyjne, które rozprowadzają ciepło, te etykiety mogą się unieść. Odlecą z płytki i zostaną wessane do ssawki wentylatorów pieca. Teraz masz płytkę bez tożsamości, a do tego potrzebujesz rozbiórki pieca Vitronics Soltec $50 000, aby zeskrobać stopiony plastik z impellerów.
Wzrok Maszynowy i Fizyka Kontrastu
Cel kodu kreskowego nie polega na byciu widocznym; chodzi o to, aby był odczytywany przez maszynę. Czytnik stałej instalacji Keyence lub Cognex nie dba o estetykę. Zależy mu na kontraście — konkretnie różnicy w refleksyjności między „komórką” (ciemną częścią) a tłem.
Tusze sitodrukowe leżą na wierzchu maski lutowniczej. Mają grubość i połysk. Pod koaksjalnym oświetleniem skanera mokry tusz może błyszczeć, tworząc odblaski kierunkowe, które oślepiają czujnik. Krawędzie kropki sitodrukowej są również niedoskonałe; tusz opada i rozprzestrzenia się (zwiększenie rozmiaru kropli), sprawiając, że komórka o 10 milach wygląda jak plama o rozmiarze 12 mil.
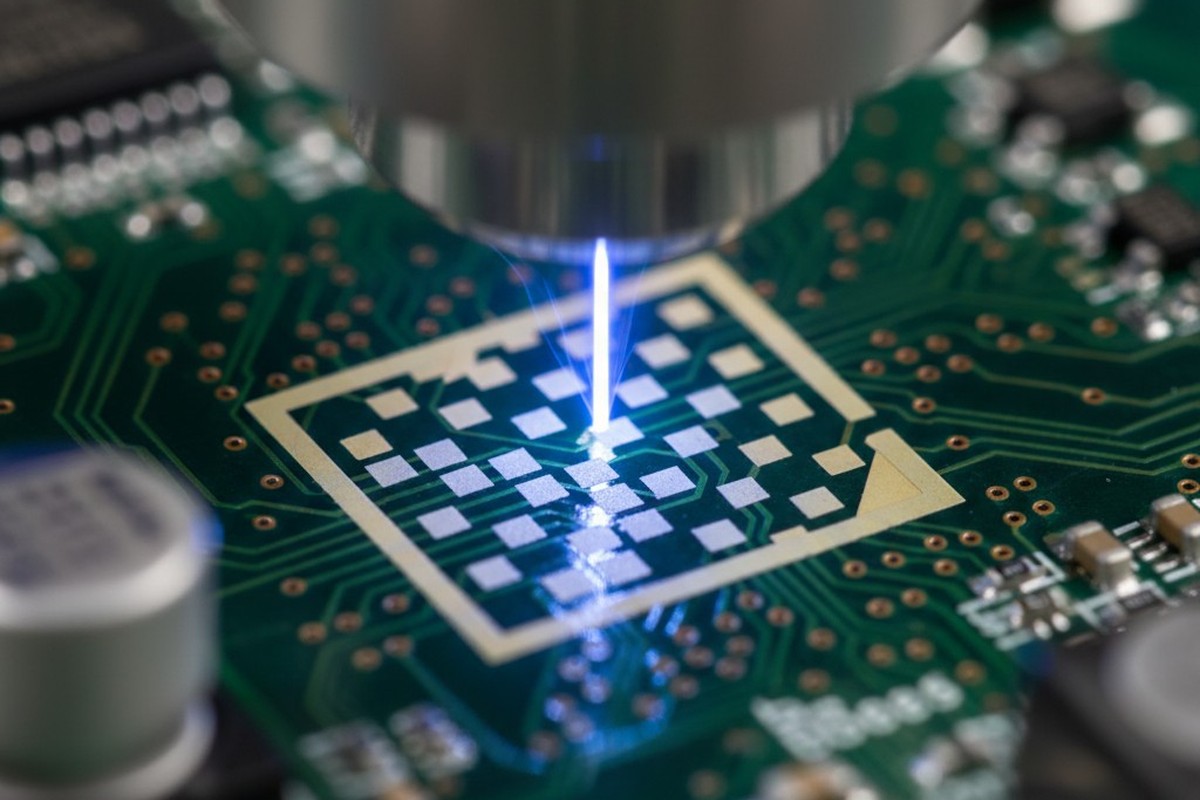
Laserowe oznaczanie działa na zupełnie innym schemacie. Jest to system subtrakcyjny. Nie dodajesz białego tuszu do zielonej płytki; używasz laserów CO2 lub Fibre do wypalania zielonej maski lutowniczej. To ablacja odsłania materiał pod spodem. Jeśli ustawisz laser właściwie, odsłonisz podkład z włókna szklanego FR4, który jest zazwyczaj bladożółty lub biały.

Tworzy to zagłębienie — fizyczną bruzdę. Ciemnozielona maska otacza jasny FR4. Kontrast jest wyraźny, matowy i trwały. Nie mieni się, ponieważ znak jest poniżej powierzchni maski. Krawędzie są wycinane z precyzją wiązki fotonów, a nie rozprowadzane przez gąbkę do wyciskania.
Wyjaśnijmy zamieszanie, które pojawia się niemal na każdym rysunku CAD: Prawdopodobnie nie chcesz „Kod QR”. Kod QR to ta masywna, kwadratowa rzecz, którą skanujesz, aby zobaczyć menu restauracji. Jest przeznaczony do marketingu konsumenckiego. Na PCB, gdzie powierzchnia jest warta dolary za milimetr kwadratowy, używa się Macierzy Danych (specjalnie ECC 200). Macierz Danych może przechowywać 50 znaków danych alfanumerycznych w kwadracie 3mm x 3mm. Ma wbudowaną redundancję. Nie pytaj o kod QR; pytaj o Macierz Danych. Laser obsługuje je natywnie, a w odróżnieniu od kodu QR, Macierz Danych pozostaje czytelna nawet, jeśli 20% symbolu jest uszkodzone.
Integracja: Znak musi poprzedzać Proces
Czas oznaczenia jest tak samo krytyczny jak metoda. Niektóre fabryki traktują oznaczenie jako końcowy etap pakowania — naklejenie etykiety na gotową jednostkę przed umieszczeniem jej w pudełku. To błąd.
Wymagana jest śledzalność. w trakcie procesu montażu. Musisz wiedzieć, że to konkretna płytka nie przeszła kontroli wizualnej (AOI) na stanowisku. Musisz wiedzieć, że to płyta spędziła 45 sekund zbyt długo w piecu reflow.
Aby uzyskać te dane, oznaczenie musi być nanoszone na gołą płytkę przed wejściem do drukarki sitodrukowej. Laserowy marker powinien być pierwszą maszyną na linii, lub płyta powinna być dostarczona wcześniej oznakowana z fabryki. Jednak oznakowanie wewnątrz firmy daje Ci kontrolę. Możesz numerować sekwencyjnie na podstawie dokładnego czasu montażu. Ablacją oznaczenia do maski lutowniczej przed nałożeniem pierwszej kropli pasty lutowniczej zapewniasz, że znak podąża z płytką przez drukarkę pasty, pick-and-place, piec reflow i mycie.
Jeśli oznaczenie przetrwa proces, potwierdza on jego ważność. Jeśli oznaczysz na końcu, nie masz zbyt dużej kontroli nad stratami z wydajności. Masz tylko stertę odrzuconych desek bez historii.
Całkowity Koszt Posiadania: Tusz to Drogi Brud
Odporność na laserowe oznaczanie to niemal zawsze początkowa cena. Przyzwoity system laserowy z włóknem inline to znaczny wydatek kapitałowy (CapEx), często od 20 000 do 60 000 USD w zależności od automatyzacji. Stanowisko sitodruku jest tanie. Podajnik etykiet jest tani. Jednakże to jest „matematyka w arkuszu kalkulacyjnym”, która ignoruje realia linii produkcyjnej.
Oblicz koszt tuszu. Nie tylko pojemnik z epoksydem, ale także siatki. Siatki się rozciągają. Zatkają się. Trzeba je myć za pomocą agresywnych rozpuszczalników, które wymagają utylizacji odpadów niebezpiecznych. Mają określony okres przydatności do użycia. Wymagają pracy do mieszania tuszu, ustawiania maszyny i sprzątania po wszystkim. Tusz to zmienny proces; wilgotność wpływa na czas utwardzania, a lepkość zmienia się w zależności od temperatury.
Laser zużywa energię elektryczną. To wszystko. Nie ma materiałów eksploatacyjnych. Nie ma siatek do mycia, opłat za utylizację rozpuszczalników niebezpiecznych, zarządzania okresem trwałości. Po ustawieniu odpowiedniej wysokości ogniska i mocy, laser nie dryfuje. Nie zatyka się. Działa przez 50 000 godzin, zanim pompa diodowa będzie wymagała uwagi. W trzyletnim horyzoncie, całkowity koszt posiadania (TCO) lasera jest często niższy niż tusz, nawet przy wyższych początkowych kosztach.
Istnieje jedna dziedzina, w której tusz wygrywa: masowe obszary wypełnień. Jeśli potrzebujesz ogromnego, solidnego białego logo firmy, które się rozciąga na trzy cale, laser jest wolny. Musi on wypełnić cały ten obszar krok po kroku. Drukarka sitowa zrobi to jednym ruchem. Ale chodzi tutaj o traceability, nie o projekt graficzny. Jeśli potrzebujesz ładnego logo, zadrukuj je. Jeśli potrzebujesz danych, które muszą przetrwać nuklearną zimę (lub piekarnik o temperaturze 260°C), użyj lasera.
Sen Sprawiedliwych
Nie mówimy wystarczająco o emocjonalnym obciążeniu złych procesów. Niepokój związany z „telefonem o drugiej nad ranem” jest prawdziwy. Gdy linia przestaje działać, bo czytnik kodów kreskowych nie wyzwala, lub gdy klient przeprowadza audyt twojej fabryki i znajduje nieczytelne kody dat, koszt to reputacja.
Istnieje specyficzny spokój ducha, wynikający z podniesienia odrzuconej deski, która przeszła piekło – przetopiona dwukrotnie, wyczyszczona agresywną chemią, wyszczotkowana drucianą szczotką podczas naprawy – i zobaczenia, że dane Matrix nadal są ostre, białe i czytelne. To trwały zapis pracy. Oznacza to, że niezależnie od tego, co się stanie z tą płytką na polu, za dziesięć lat, będziesz wiedział dokładnie, kiedy została wykonana, kto ją wykonał i jakie części się na niej znajdują.
To jest to, co kupujesz z ablację laserową. Nie tylko kupujesz maszynę. Kupujesz pewność, że twoje dane są wyryte na kamieniu, albo przynajmniej na FR4.