Istnieje uwodzicielska logika podejścia „czarnej cegły” w elektronice przemysłowej. Bierzesz doskonałą płytkę PCB, umieszczasz ją w obudowie i zalewasz dwuskładnikową epoksydową żywicą, aż całość wygląda jak skamieniałość uwięziona w bursztynie. Wygląda solidnie. Wygląda na chronioną. I dla określonej klasy urządzeń — tanich, jednorazowych lub umieszczonych na dnie Rowu Mariańskiego — jest to właściwy wybór inżynieryjny. Jednak dla wysokowartościowych przemysłowych płytek sterujących, instrumentów medycznych czy awioniki transportowej, pełne zalewanie jest często po prostu kosztownym przyznaniem się do porażki w projektowaniu mechanicznym.

Gdy w pełni zalana jednostka zawiedzie w terenie, nie generuje zgłoszenia naprawy; generuje raport o złomie. Weźmy pod uwagę partię jednostek telematycznych zatopionych w twardym urethanie, takim jak Stycast 2651. Jeśli błąd oprogramowania wymaga zmiany sprzętowego zworu lub jeśli pojedynczy rezystor 0402 pęknie podczas cykli termicznych, jednostka jest praktycznie martwa. Technik nie może po prostu wymienić komponentu. Musi stać się archeologiem, używając mikrofrezarki do ścierania materiału zalewowego, wdychając pył i ryzykując uszkodzenie ścieżek miedzianych przy każdym przejściu narzędzia. Koszt pracy przy odzyskiwaniu tej płytki często przekracza $150 na godzinę, szybko przewyższając wartość samego sprzętu. „Wytrzymały” wybór staje się pojedynczym punktem ekonomicznej awarii.
Nie musisz jednak zostawiać płytki na goło. Lepszą drogą jest selektywne wzmocnienie. Celem jest oddzielenie ochrony środowiskowej od stabilizacji mechanicznej. Przechodząc od strategii „zamurowania” do „kotwiczenia”, zachowujesz możliwość inspekcji, testowania i naprawy jednostki, drastycznie obniżając całkowity koszt posiadania w cyklu życia produktu.
Fizyka zmęczenia: Lut nie jest klejem
Głównym wrogiem elektroniki przemysłowej rzadko jest wilgoć; jest to wibracja. Inżynierowie często obsesyjnie skupiają się na klasach szczelności IP i wilgotności, obawiając się, że kropla wody spowoduje zwarcie MCU. Choć to się zdarza, znacznie bardziej podstępnym zabójcą jest zmęczenie metalu spowodowane drganiami harmonicznymi. Ciężki komponent na PCB jest zasadniczo masą na sprężynie. „Sprężyną” są miedziane wyprowadzenia i połączenia lutowane.
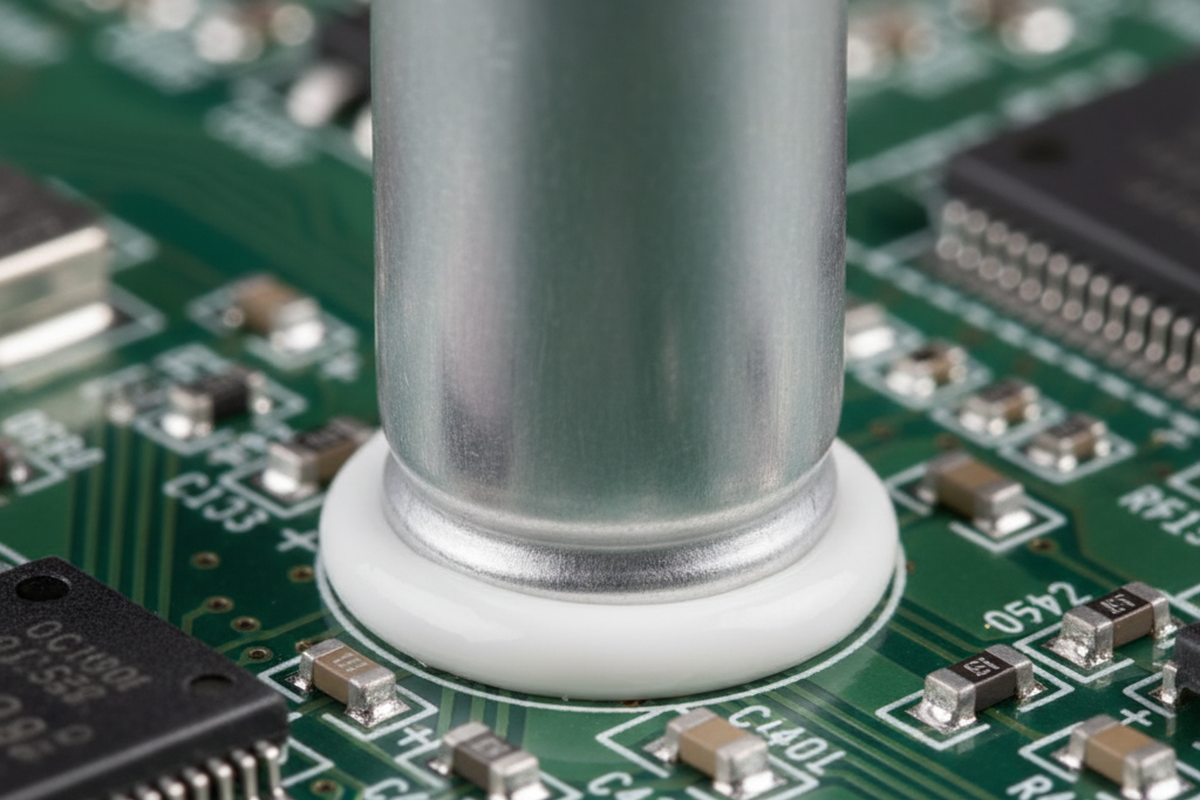
Lut jest złożonym stopem metalurgicznym zaprojektowanym dla ciągłości elektrycznej, a nie dla mechanicznej integralności strukturalnej. Ma słabą wytrzymałość na rozciąganie i szybko się utwardza pod wpływem cyklicznego naprężenia. Gdy ciężki induktor toroidalny lub duży kondensator elektrolityczny jest przymocowany do płytki tylko przez wyprowadzenia, tworzy ramię momentu. Umieść tę płytkę na wiertnicy lub ciężarówce dostawczej, a wibracje w końcu zmęczą miedziane wyprowadzenia, aż pękną równo z powierzchnią płytki. Żadna ilość powłoki konformalnej tego nie powstrzyma.
W rzeczywistości wielu inżynierów myli ochronę przed wnikaniem z tłumieniem drgań. Proszą o „wodoszczelność”, gdy tak naprawdę potrzebują stabilizacji mechanicznej. Jeśli obudowa spełnia swoje zadanie (IP67 lub podobne), powłoka musi jedynie radzić sobie z kondensacją. Prawdziwą pracą jest powstrzymanie induktora przed wibrowaniem aż do zniszczenia.
Spójrz na tryb awarii płytki sterującej VFD w środowisku o wysokich wibracjach. Często zobaczysz czyste pęknięcia na wyprowadzeniach ciężkich komponentów, podczas gdy lżejsze elementy montowane powierzchniowo pozostają nienaruszone. Awaria nie jest przypadkowa. To bezpośrednie obliczenie masy względem sztywności wyprowadzeń. Jeśli komponent jest wysoki, ciężki i trzymany przez cienkie metalowe nóżki, jest tykającą bombą zegarową. Zamiast zatapiać całą płytkę w żywicy, mechanicznie łączysz tę konkretną masę z podłożem PCB za pomocą kleju przeznaczonego do tego zadania.
Strategiczne mocowanie: Punkty kotwiczenia
Tu wchodzi w grę „mocowanie” — nakładanie kleju strukturalnego u podstawy lub po bokach ciężkich komponentów. To działanie o najwyższym zwrocie z inwestycji w usztywnianie płytki. Dodając fillet z kleju (takiego jak akryl utwardzany UV lub silikon o wysokiej lepkości) na obwodzie ciężkiego kondensatora, całkowicie zmieniasz mechanikę. Obciążenie drganiami przenosi się przez ciało kleju do laminatu FR4, zamiast przez kruche miedziane wyprowadzenia.

Często występuje odruchowa reakcja przeciwko silikonowi w środowiskach przemysłowych, będąca pozostałością po czasach, gdy silikony utwardzane kwasem octowym korodowały miedź, a lotne wydzieliny zanieczyszczały styki przekaźników. Te obawy są w dużej mierze przestarzałe. Nowoczesne neutralnie utwardzane RTV (Room Temperature Vulcanizing) klasy elektronicznej oraz materiały do mocowania utwardzane UV są specjalnie formułowane, aby unikać tych problemów. Ryzyko nieużywania ich — np. odłamania się ciężkiego kondensatora — jest znacznie większe niż ryzyko zanieczyszczenia, pod warunkiem wyboru odpowiedniego materiału.
Jednak klej jest tak dobry, jak przygotowanie powierzchni. Nie można po prostu wycisnąć kleju na zakurzoną płytkę i oczekiwać, że utrzyma się. W jednym przypadku dotyczącym falowników słonecznych, wskaźnik awarii w terenie gwałtownie wzrósł, ponieważ zakład montażowy nakładał RTV bezpośrednio na nieoczyszczone pozostałości topnika bezczyszczącego. Silikon nie przywierał do płytki; przywierał do brudu na jej powierzchni. Pod wpływem drgań klej odklejał się, a kondensatory odrywały się. Proste sprawdzenie energii powierzchniowej — za pomocą pisaków dyne lub rygorystycznej kontroli procesu — mogłoby zaoszczędzić setki tysięcy dolarów na roszczeniach gwarancyjnych. Zasada jest prosta: oczyść miejsce, gdzie nakładasz klej, i upewnij się, że klej tworzy fazkę łączącą obudowę elementu z powierzchnią płytki. Nigdy nie klej przewodów; klej obudowę.
Kompromis BGA: Łączenie narożników
Ball Grid Arrays (BGA) stanowią wyjątkowe wyzwanie. W elektronice mobilnej (telefony, tablety) standardem branżowym jest Capillary Underfill (CUF) — niskowiskozyjna epoksydowa masa, która przepływa pod całą układanką, blokując ją do płytki. To świetne zabezpieczenie przed upadkiem, ale koszmar przy naprawach przemysłowych. Jeśli BGA trzeba wymienić, usunięcie całkowicie wypełnionego układu zwykle skutkuje zerwanymi padami i zniszczoną płytką PCB.
W sprzęcie przemysłowym, gdzie głównym obciążeniem są cykle termiczne i drgania, a nie upadki na chodnik, „klejenie narożnikowe” (lub krawędziowe) jest lepszą strategią. Zamiast wypełniać całą szczelinę pod układem, nakłada się wysokowiskozyjny klej w czterech narożnikach obudowy BGA. To blokuje obudowę do płytki, zapobiegając pękaniu kulek lutowniczych podczas wyginania płytki lub drgań.
Piękno klejenia narożnikowego polega na możliwości inspekcji. Przy pełnym wypełnieniu nie widać, co dzieje się pod układem. Mogą występować 30% puste przestrzenie w epoksydzie tworzące gorące punkty, o których dowiesz się tylko przez destrukcyjne przekroje lub kosztowną analizę rentgenowską. Przy klejeniu narożnikowym środek układu pozostaje otwarty. Pozostałości topnika mogą odgazowywać podczas przepływu lutowniczego bez uwięzienia (częsta przyczyna „popcorningu” w częściach z pełnym wypełnieniem). Jeśli układ zawiedzie, technik może przeciąć cztery narożniki kleju, ponownie przelutować element i wymienić go bez niszczenia padów. Otrzymujesz 80% ochrony mechanicznej pełnego wypełnienia z 100% możliwości naprawy.
Chemia jako cecha serwisowa
Gdy mechaniczne ciężkie prace zostaną wykonane przez mocowanie i klejenie, możesz zająć się ochroną środowiskową za pomocą powłoki konformalnej. Tutaj chemia, którą wybierzesz, decyduje o serwisowalności produktu. Wielu inżynierów domyślnie wybiera powłoki poliuretanowe, ponieważ są wytrzymałe i odporne na rozpuszczalniki. Ale zapytaj siebie: czy chcesz aby powłoka była odporna na rozpuszczalniki?
Jeśli płytka nie przejdzie testu wypalania lub wymaga naprawy w terenie, powłoka poliuretanowa stanowi przeszkodę. Często wymaga silnych środków do usuwania lub ścierania fizycznego, co uszkadza komponenty. Powłoki akrylowe (takie jak Humiseal 1B31 lub podobne) z kolei łatwo się rozpuszczają. Technik może użyć pisaka z rozpuszczalnikiem, rozpuścić powłokę nad konkretnym punktem testowym lub komponentem, wykonać naprawę, a następnie ponownie pokryć tylko ten obszar.
Zaobserwowaliśmy to u producenta kontraktowego w Shenzhen, gdzie zmiana z poliuretanu na akryl przekształciła katastrofę wydajności w proces możliwy do opanowania. Technicy napraw mogli w razie potrzeby lutować bezpośrednio przez powłokę akrylową (śmierdzi okropnie, ale działa) lub zetrzeć ją w kilka sekund. Odzyskanie wydajności wzrosło z prawie zera do ponad 95%. O ile twoje urządzenie nie będzie pracować w środowisku z konkretnymi zagrożeniami chemicznymi rozpuszczającymi akryle (takimi jak opary paliwa czy silne środki czyszczące), serwisowalność akryli zwykle przewyższa trwałość poliuretanów.
Symulacja naprawy
Wzmocnienie wygląda jak problem inżynieryjny, ale w rzeczywistości jest kalkulacją ekonomiczną. Musisz przeprowadzić „symulację naprawy” w głowie podczas fazy projektowania. Wyobraź sobie technika z standardową lutownicą i mikroskopem próbującego naprawić twoją płytkę. Czy może dotrzeć do punktów testowych? Czy może wymienić główny mikrokontroler?
Jeśli koszt materiałów (BOM) płytki jest poniżej $50, być może cię to nie obchodzi. Zalej ją, uszczelnij, a jeśli się zepsuje, wrzuć do niszczarki. Ale jeśli ta płytka kosztuje $500 lub $2,000 i jest częścią krytycznego systemu przemysłowego, każda przeszkoda, którą postawisz przed technikiem naprawczym, jest obciążeniem. Używając mocowania dla masy, klejenia narożnikowego dla BGA i powłok umożliwiających naprawę na powierzchni, budujesz produkt, który przetrwa w terenie, ale nie musi tam umierać.