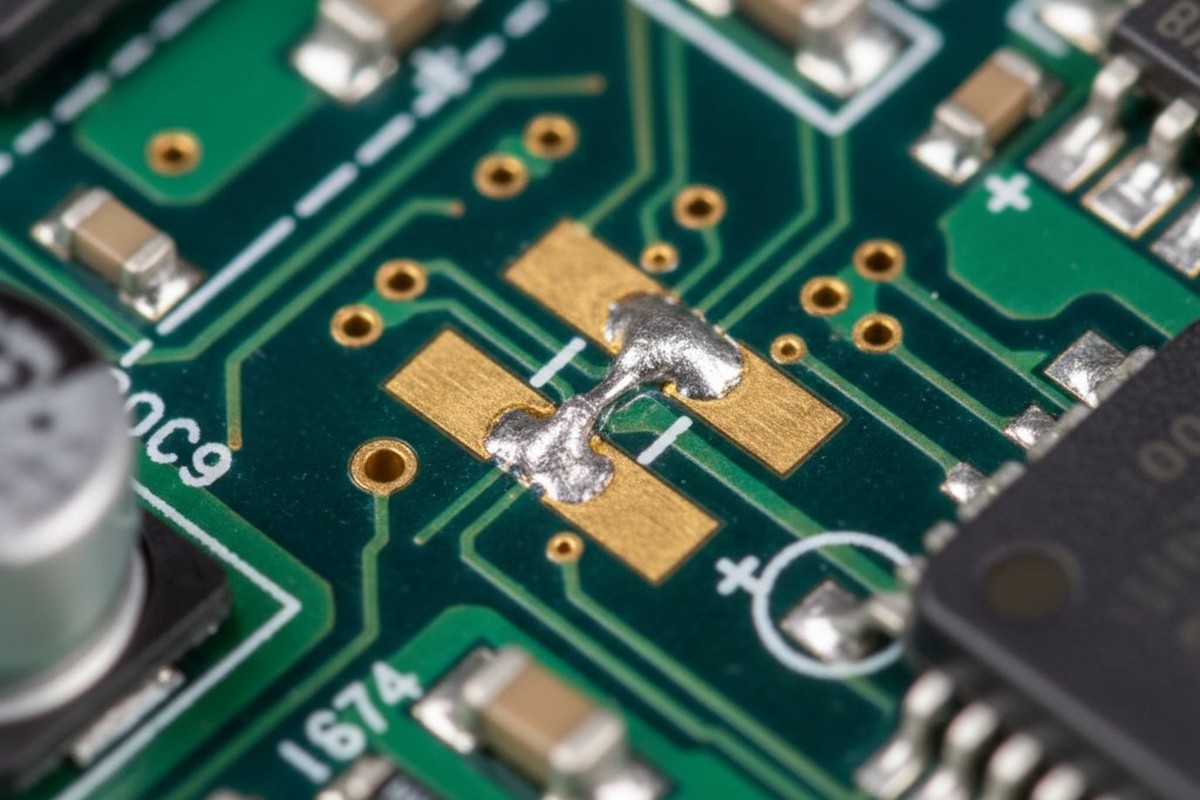
Najdroższy dźwięk w produkcji elektroniki to cisza płyty, która powinna się uruchomić. Gdy umieszczasz tę martwą płytę pod mikroskopem, oczekując na wybuch kondensatora lub diody odwróconej, często znajdziesz coś znacznie bardziej obelżywego: mikroskopijny mostek lutowniczy łączący dwa piniki na złączu o rozstawie 0,4mm. Wada produkcyjna $2 właśnie wycofała złożenie $500.
Większość projektantów od razu obwinia zakład montażowy. Zakładają, że otwory szablonu były zbyt szerokie lub profil reflow był zbyt gorący. Ale zwykle awaria była zakodowana już na etapie układu, kiedy podjęto decyzję, aby zignorować fizyczną rzeczywistość płynnego lutowia. Jeśli między dwoma padami nie ma fizycznej bariery, lutownica spróbuje się zlać. To jest prawo fizyki i jest ściśle egzekwowane.
Fizyka mostu
Gdy pasta lutownicza topi się w piecu reflow, przestaje być grudkowata i staje się fluidem o wysokim napięciu powierzchniowym. Chce minimalizować swoją powierzchnię. Idealnie, zwilża pad i końcówkę komponentu, tworząc odpowiedni fillet. Ale na komponentach o drobnej rozstawie — poniżej 0,5mm — pady są niebezpiecznie blisko siebie. Jeśli brak jest damskiego warstwy maski lutowniczej (wąski pasek izolacji między padami), nic nie powstrzyma tego stopionego fluidu przed dotarciem do sąsiedniego padu.

Niektórzy inżynierowie próbują rozwiązać ten problem, "głodząc" połączenie — zmniejszając otwór szablonu, aby nałożyć mniej pasty. To popularne rozwiązanie tymczasowe, często sugerowane na forach, gdy ktoś próbuje uratować kiepski układ. Chociaż zmniejszenie ilości pasty może obniżyć prawdopodobieństwo mostka, nie eliminuje mechanizmu awarii. Jeśli masz BGA lub QFN o rozstawie 0,4mm i polegasz wyłącznie na napięciu powierzchniowym, aby utrzymać lut w miejscu, ryzykujesz. Delikatne przesunięcie, wibracja w piecu lub drobne odchylenie w aktywności fluxu spowoduje, że lut będzie rozciągał się przez przerwę. Jedynym niezawodnym sposobem zatrzymania tego kapilarnego działania jest fizyczna ściana: damska warstwa maski lutowniczej.
Geometria srebrnika
Problem polega na tym, że nie można po prostu narysować damy i oczekiwać, że będzie ona istniała. Maska lutownicza to materiał fizyczny — zwykle epoksyd typu Liquid Photoimageable (LPI) — który musi być wydrukowany, utwardzony i wywołany. Jak każdy materiał, ma swoją granicę wytrzymałości. Jeśli zaprojektujesz cienki pasek maski, który jest zbyt cienki, nie będzie się on trzymał podłoża FR4. Odpadnie podczas produkcji, unosząc się w zbiorniku wywołującym lub, co gorsza, łuszczyć się później i zanieczyścić montaż.
Stąd pochodzą błędy "Pink Ring" lub "Purple Ring" w twoim narzędziu CAD. Gdy Twój DRC (Design Rule Check) zgłasza naruszenie "Mask Sliver", to nie jest próba irytacji. Mówi ci, że geometria, którą zaprojektowałeś, jest fizycznie niemożliwa do wykonania przy użyciu standardowego procesu chemicznego.
Standardowe procesy produkcyjne zwykle wymagają minimalnego damskiego barierowego damy o szerokości 4 mils (około 0,1mm), aby zapewnić przyczepność. Zaawansowane pracownie "HDI" mogą obniżyć tę wartość do 3 mils. Jednak przy rozstawie komponentu 0,4mm, jeśli pady mają szerokość 0,25mm, odległość między nimi wynosi zaledwie 0,15mm (około 6 mils). Jeśli potrzebujesz damy o szerokości 4 mils i chcesz uwzględnić rozszerzanie maski (tolerance rejestracji), aby maska nie wchodziła na pad, to zabraknie ci miejsca. Po prostu fizyczna przestrzeń na izolację się skończyła.
Ta geometriańska pułapka staje się znacznie gorsza, jeśli priorytetujesz estetykę. Widujemy projekty, w których obudowa jest otwarta, więc projektant przemysłowy domaga się "Matte Black" maski lutowniczej, aby wyglądała "premium". Maski matowe zazwyczaj są bardziej miękkie i wymagają innego procesu chemicznego niż standardowa zielona. Trzymają ciepło inaczej i często mają gorszą przyczepność dla cienkich elementów. Dama, która trzyma się idealnie w standardowej błyszczącej zieleni, może się łuszczyć w matowym czarnym wykończeniu. Widowaliśmy całe serie produkcyjne 5000 sztuk, które cierpiały na 35% awarię, po prostu dlatego, że chłodząca maska czarna nie była w stanie utrzymać 3-milowego weba między pinami złącza. Fizyka nie dba, czy twoja płyta wygląda cool.
Pułapka ulżenia gangu
Gdy geometria staje się zbyt ciasna — na przykład w przypadku BGA o rozstawie 0,35mm lub nieprawidłowo zaprojektowanego footprint QFN — zakład produkcyjny wyśle Ci "EQ" (Inżynieryjne Pytanie). Wskażą, że nie mogą wydrukować damy między padami. Ich proponowane rozwiązanie to prawie zawsze "Gang Relief" (lub "Maskowanie gangu").
Relief grupowy oznacza, że po prostu usuwają maskę między podkładkami całkowicie, tworząc jedno duże otwarcie na rowek z pinami. To spełnia ograniczenie produkcyjne: nie ma cienkiej odłupanej skrawki maski. Ale wprowadza katastrofalne ryzyko montażu.
Bez tamy, tworzysz autostradę dla lutownicy. W przypadku obudowy QFN (Quad Flat No-lead), lutownica może wniknąć wzdłuż spodu obudowy między pinami. Tego typu mostek jest podstępny, ponieważ często ukrywa się pod korpusem komponentu, niewidoczny dla standardowego AOI (automatycznego inspektora optycznego). Możesz go zauważyć dopiero wtedy, gdy płytka nie przejdzie testu funkcjonalnego lub, co gorsza, gdy inspekcja rentgenowska ujawni zwarcie.

Tu również jest koszt długoterminowej niezawodności. Maska lutownicza nie tylko zapobiega mostkom; izoluje miedź. Jeśli reliefujesz cienko-pitchowy złącze, pozostawiasz gołe FR4 odsłonięte między naładowanymi pinami. W środowiskach wysokiej wilgotności albo przy niepełnym oczyszczeniu z resztek pasty, ta luka staje się miejscem rozwoju dendrytów. Widzieliśmy wycofania medyczne spowodowane nie przez natychmiastową awarię, lecz przez wzrost dendrytów w relacji reliefu grupowego po sześciu miesiącach użytkowania. Tamą jest izolator; jej usunięcie to ustępstwo na rzecz awarii.
Fikcja „Standardowej Zdolności”
Dlaczego więc zakłady produkcyjne forsują relief grupowy? Bo chroni ich wydajność, nie Twoją. Jeśli próbują wyfrezować 2,5 milową tamę i odchodzi ona, muszą wyrzucić gołą płytkę. Jeśli reliefujesz to grupowo, płaska płytka przechodzi ich test elektryczny idealnie (bo podkładki nie są połączone). jeszczeMostek powstaje w Twoim zakładzie montażowym, który nie jest już problemem fabryki gołej płytki.
Musisz zrozumieć, że dane techniczne fabryk często są fikcją marketingową. Gdy zagraniczna fabryka z budżetem podaje „tama maski 3 mil”, to jest to ich „złoty standard” — to, co potrafią osiągnąć na idealnie skalibrowanej maszynie z nową chemią w dobry dzień. Nie jest to ich procesowa zdolność Cpk > 1.33. Jeśli wyślesz projekt z 3 milowymi tamami do serwisu „Standard”, często cicho usuną tamy za pomocą skryptu CAM, jeśli uznają, że nie są w stanie ich utrzymać. Nie dowiesz się o tym, dopóki nie przyjdą płytki i tamy nie znikną.
Rozwiązanie często wymaga pieniędzy. Standardowe procesy LPI używają filmu z wzorem i światła UV, które mają ograniczenia w dopasowaniu i dyfrakcji. Aby wiarygodnie utrzymać cienką skrawek na części o rozstawie 0,4 mm, często konieczne jest LDI (Laserowe Obrazowanie Bezpośrednie). LDI pomija film i używa lasera do utwardzenia maski bezpośrednio na płytce. Jest znacznie bardziej precyzyjne i pozwala utrzymać węższe tamy. To również wiąże się z wyższymi kosztami. Kiedy negocjujesz z kierownikiem zaopatrzenia, który chce przenieść płytkę do tańszego dostawcy, aby zaoszczędzić $0,40 na sztuce, musisz obliczyć koszt odrzuconych płyt. Zaoszczędzenie $200 na produkcji PCB to pusta wygrana, jeśli tracisz $4 000 w czasie projektowania układów i techników na poprawianie mostków na pierwszych 100 płytkach.
Strategia obronnego projektu
Najbardziej niebezpieczne ustawienie w narzędziu CAD to globalna zasada „Rozszerzenia Maski”. Młodsi inżynierowie często ustawiają to na bezpieczne 4 mils globalnie. Na dużym rezystorze 0805 jest to w porządku. Na komponencie o rozstawie 0,4 mm, ta globalna zasada nakłada się na otwory maski i usuwa Twoje tamy bez Twojej świadomości.
Musisz używać lokalnych zasad. Elementy o cienkim rozstawie wymagają własnych, specyficznych ustawień rozszerzenia maski, często zawężonych do 2 mils lub nawet 1:1 (brak rozszerzenia), jeśli fabryka umożliwia. Musisz wymusić geometrię, aby pozwolić na tamę 3 lub 4 mils.
Ale ostateczną obroną jest kontrola po zakończeniu projektu. Gdy generujesz Gerbery, nie ufaj podglądowi 3D. Otwórz surowy plik GTS (górna maska lutownicza). Zbliż się do najbardziej precyzyjnego komponentu. Zmierz fizyczną lukę między otworami maski. Jeśli ta wartość jest mniejsza niż 3 mils (ok. 0,075 mm), jesteś w strefie zagrożenia.
Jeśli widzisz tę strefę zagrożenia, masz dwie opcje: przejść do fabryki z potwierdzonymi możliwościami LDI, które mogą utrzymać tę skrawek, lub zmienić rozkład komponentu. Nie pozwól fabryce usunąć tamy. Nie pozwól im namówić Cię na relief grupowy w przypadku złącza, chyba że jesteś gotów zaakceptować stratę wydajności. Jeśli fabryka mówi „nie możemy tego wydrukować”, im uwierz. Ale nie pozwól im to naprawić przez usunięcie ochrony. Przenieś projekt lub zmień fabrykę. Brak tamy, brak produkcji.