Der Defekt ist fast immer sichtbar, wenn man weiß, wann man schauen muss, aber die meisten Prozessingenieure schauen zur falschen Zeit. Man geht die Linie ab, prüft den Drucker und sieht eine klare, quadratische Ablagerung auf den Pads. Die Definition ist scharf. Das Volumen stimmt. Die SPI (Lötpasteinspektionsmaschine) gibt grünes Licht. Doch zwanzig Minuten später, nachdem dasselbe Board den Fließbandweg entlanggefahren ist und den Reflow-Ofen verlassen hat, starren Sie auf einen gebrückten QFN oder eine massive Lücke unter einem Leistungsschalter-FET.

Der unmittelbare Instinkt ist, den Reflow-Profils oder die Stanzmaske zu blame, aber das Vergehen ereignete sich nicht im Ofen. Es passierte in den zehn Minuten, in denen das Board auf dem Fließband wartete.
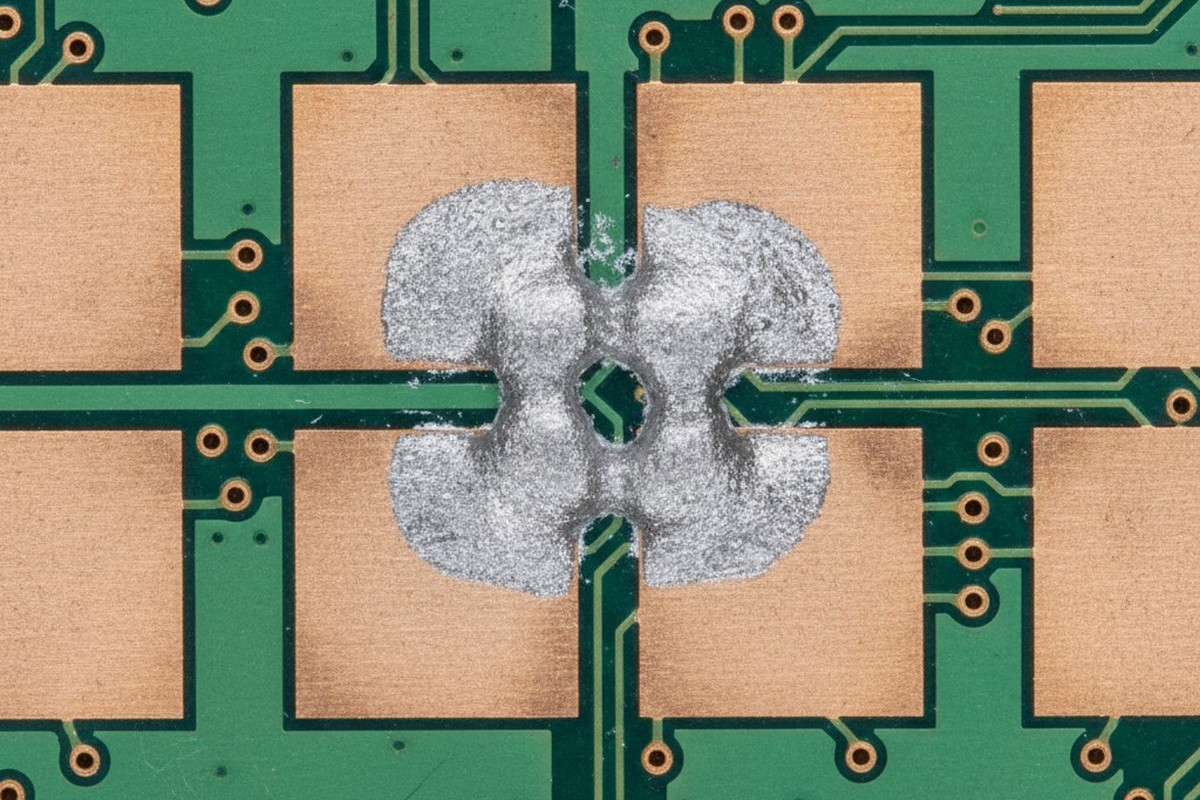
Wir nennen das „kalten Absacken“, den stillen Killer der First Pass Yield (FPY). Technisch gesehen ist es eine Flüssigkeit, Lötpaste beginnt sich zu entspannen und sich unter ihrem eigenen Gewicht auszubreiten, bevor sie Hitze sieht. In einer sauberen Laborumgebung ist dieser Effekt minimal. Aber in einer echten Fabrik – wo Luftfeuchtigkeit schwankt und die Klimaanlage gegen die Hitze der Reflow-Öfen kämpft – verwandelt kaltes Absacken scharfe Ziegelartige Ablagerungen in amorphe Klumpen, die ihre Nachbarn berühren. Wenn das Board den Vorheizbereich betritt, hat sich die Brücke bereits gebildet. Kein Profil-Tweaking kann zwei Pads trennen, die sich bereits verschmolzen haben. Hitze ist nicht das Problem. Die Physik der Paste bei Raumtemperatur ist es.
Die Physik des Zusammenbruchs
Um zu verstehen, warum Paste versagt, während sie nichts tut, schauen Sie auf das Material selbst. Lötpaste ist kein einfacher Klebstoff. Es ist eine dichte Suspension aus Metal-Teilchen (Pulver), die in einem chemischen Trägermittel (Flussmittel) schwimmen. Das Magie des Druckens beruht auf Thixotropie. Wenn der Rakel die Paste über die Schablone drückt, verringert die Scherspannung die Viskosität der Paste, sodass sie wie Flüssigkeit in die Aperturen fließt. Sobald der Rakel vorbeigeht und die Schablone angehoben wird, stoppt die Scherspannung. Idealerweise sollte die Paste sofort ihre hohe Viskosität wiedererlangen und in dieser perfekten Ziegel-Form „einfrieren“.
Aber die Erholung ist nie sofort und nie dauerhaft. Das Flussmittel kämpft ständig gegen die Schwerkraft und die Oberflächenspannung. Wenn die Viskosität nicht schnell genug wiederhergestellt wird, ziehen die schweren Metallpartikel – denken Sie daran, das ist hauptsächlich Zinn und Silber – das Flussmittel nach außen. Das ist das Absacken: eine langsam kollabierende Bewegung. Bei einem QFP mit 0,5 mm Pitch oder einer engen QFN-Temperaturschicht haben Sie nur wenige Mil Abstand. Wenn die Paste nur 10% absackt, verschwindet dieser Abstand.
Ingenieure versuchen oft, dies durch Neugestaltung der Schablone zu bekämpfen. Sie fordern „Heimatplattenschlitze“ oder „invertierte Heimatplatten“ Aperturen, um das Pastenvolumen zu reduzieren, in der Hoffnung, dass weniger Paste weniger Verbreitung bedeutet. Dies ist eine technische Notlösung für ein physikalisches Problem. Die Reduzierung des Volumens ergibt weniger Lötmittel für die Verbindung, was zu Hungerstellen oder schwachen mechanischen Bindungen führen kann, und es löst nicht das Grundproblem. Wenn die Rheologie der Paste gestört ist, wird eine kleinere Ablagerung trotzdem absacken; es dauert nur ein paar Minuten länger.
Die hygroskopische Bedrohung
Der Hauptfaktor dieses Viskositätsverlusts ist meist nicht die Pasteformulierung selbst – moderne SAC305 Type 4 Pasten sind chemisch robust. Es ist eine unsichtbare Zutat: Wasser. Flusschemistrien sind natürlicherweise hygroskopisch. Sie saugen Feuchtigkeit aus der Luft wie ein Schwamm. Wenn man ein Glas offen lässt oder einen Klumpen Paste auf die Schablone legt, zieht er aktiv Wassermoleküle aus der Fabrikluft heraus.
Dieses aufgenommene Wasser zerstört das empfindliche chemische Gleichgewicht des Flussmittels. Es wirkt als Verdünner, senkt die Viskosität drastisch und ruiniert die Absackresistenz. Man sieht es vielleicht nicht mit bloßem Auge, aber ein Rheometer würde die sinkende Fließgrenze anzeigen. Wenn Ihre Fabrik bei 70% relative Luftfeuchtigkeit (RH) läuft, weil es ein regnerischer Dienstag ist und der Gebäudeverwalter versucht, Kosten für die Klimatisierung zu sparen, verschlechtert sich Ihre Paste exponentiell schneller als das Datenblatt angibt.
Die Konsequenzen gehen über Brückenbildung hinaus. Das Wasser bleibt nicht nur stehen; es kocht. Wenn das Board den Reflow-Ofen erreicht, verwandelt sich das im Paste eingeschlossene Wasser sofort in Dampf. Diese Mikroexplosion sprengt die Lötpulverteile. Wenn Sie intermittierende „Lötperlenbildung“ oder „Mid-Chip-Perlen“ – diese kleinen Metallkugeln, die an der Seite eines Kondensators haften – verursachen, hören Sie auf, auf Ihre Reflow-Profile Ramp-Rate zu schauen. Sie kochen wahrscheinlich Wasser. Der Dampf erzeugt Hohlräume in der Verbindung und sprüht Lötperlen nach außen. Sie kämpfen gegen ein Feuchtigkeitsproblem, das sich als thermisches Problem tarnt.
Die kalte Kette ist gebrochen

Der gravierendste Handhabungsfehler tritt jedoch auf, bevor die Paste überhaupt die Druckmaschine erreicht. Er passiert beim Übergang vom Lager zur Linie. Lötpaste ist verderblich. Sie wird bei 4°C gelagert, um die chemische Reaktion zwischen Flussmittel und Pulver zu pausieren. Wenn diese Reaktion läuft, wird das Flussmittel verbraucht, während es im Glas sitzt. Aber kalte Lagerung schafft eine Falle.
Betrachten Sie den Zeitplan eines „schlechten Loses“. Die Protokolle zeigen, dass die Paste um 7:00 Uhr morgens für den Schichtbeginn aus dem Kühlschrank genommen wurde. Der Defekt – massives Brückenbildung und Hohlräume – beginnt um 9:00 Uhr aufzutreten. Der Bediener behauptet, er habe die Prozedur befolgt. Aber wenn Sie genau das „Paste aus“-Protokoll ansehen, könnten Sie feststellen, dass das Glas sofort geöffnet wurde. Wenn man ein 4°C Glas in einem 25°C Raum mit 60% Luftfeuchtigkeit öffnet, bildet sich sofort Kondensation auf der kühlen Oberfläche der Paste. Denken Sie an ein kaltes Bier, das auf der Terrasse schwitzt – es ist die gleiche Physik. Diese Kondensation ist reines Wasser, und Sie haben es direkt in Ihre Chemie eingemischt.
Das Lagergerät selbst ist oft der Schuldige. Es ist üblich, eine Fabrik zu sehen, in der eine SMT-Linie im Millionenbereich auf einen $90-Mini-Kühlschrank für das Lager von Inventar im Wert von fünfzigtausend Dollar angewiesen ist. Diese Haushaltsgeräte haben eine schreckliche thermische Hysterese. Sie schalten wild zwischen Extremen um, manchmal frieren sie die Paste ein (was die Flussmittel-Deposition dauerhaft zerstört) und manchmal lassen sie sie auf bis zu 15°C steigen. Wenn die Paste einfriert, trennt sich das Flussmittel. Kein Rühren wird es beheben. Wenn Sie Trennung oder „Krusten“ auf einem neuen Glas sehen, prüfen Sie den Kühlschrank, nicht den Händler.
Ein weit verbreiteter Mythos besagt, dass Sie Paste „schnell temperieren“ können, indem Sie sie auf einen Heizer legen oder sie kräftig mischen. Das ist falsch. Die einzige sichere Methode, Paste zu temperieren, ist, sie aus dem Kühlschrank zu nehmen und sie verschlossen bei Raumtemperatur mindestens vier bis acht Stunden stehen zu lassen. Wenn Sie nicht vorausplanen und Paste benötigen jetzt, dann haben Sie Pech. Das frühzeitige Öffnen des Siegels garantiert Feuchtigkeitsaufnahme.
Das Abkratzen des Bodens
Der letzte Feind der Ausbeute ist unangemessene Sparsamkeit. Lötpaste ist teuer und kostet oft hunderte Dollar pro Kilogramm. Das führt dazu, dass Manager und Bediener sie wie flüssiges Gold behandeln und versuchen, jedes Gramm zu sparen. Sie sehen Bediener, die die getrocknete, krustenartige Paste von den äußersten Kanten der Squeegee-Fahrt kratzen und sie wieder in das Glas geben oder mit frischer Paste vermengen.

Dieses „Schaber-Economy“ ist mathematisch ruinös. Die verwendete Paste ist stundenlang der Luft ausgesetzt. Ihr Flussmittel ist erschöpft, ihre Viskosität ist extrem. Sie hat Feuchtigkeit und Oxidation aufgenommen. Wenn Sie sie wieder vermengen, kontaminieren Sie das frische Material. Betrachten Sie das Verhältnis: 50 Gramm verschwendete Paste kosten vielleicht drei Dollar. Ein einzelner nachbearbeiteter BGA-Board kostet fünfzig Dollar an Technikerzeit, zuzüglich des Risikos, die gesamte PCBA wegzuwerfen. Wenn Sie drei Dollar sparen, um ein Risiko von fünfzig einzugehen, sparen Sie kein Geld.
Ebenso besteht ständiger Druck, die Haltbarkeit zu verlängern. „Es ist letzte Woche abgelaufen, können wir es noch verwenden?“ Die Antwort sollte immer Nein sein. Der chemische Abbau des Flussmittels ist keine Empfehlung; er ist eine Realität. Das Risiko von Hohlräumen und offenen Lötstellen nimmt mit dem Ablaufdatum täglich zu. Wenn Sie diese Frage stellen, ist Ihr Bestandsmanagement das Problem, nicht das Verfallsdatum.
Disziplin ist die Lösung
Die Lösung für kalten Schrumpf und „Mystery“-Fehler ist selten eine neue, teure Legierung oder eine nanobeschichtete Schablone. Es ist disziplinierte, wiederkehrende Vorgehensweise. Es ist das Kaufen eines $20-Thermometers und Hygrometers und das Platzieren direkt neben der Maschine. Es ist die Durchsetzung einer strikten „Nicht Öffnen“-Frist für Paste, die aus kalter Lagerung entnommen wurde. Es ist die Ermächtigung der Bediener, Paste wegzuwerfen, die zu lange auf der Schablone war, anstatt zu versuchen, sie zu retten.
Prozesskontrolle schlägt Materialwissenschaft. Sie können die teuerste, schrumpffeste Typ 5 Paste der Welt verwenden, aber wenn Sie sie wie Schmutz behandeln – wenn Sie sie nass machen, einfrieren oder 24 Stunden draußen lassen – wird sie versagen. Umgekehrt kann eine disziplinierte Linie Standard SAC305 in einer kontrollierten Umgebung verwenden und nahezu fehlerfreie Raten erzielen. Die Paste funktioniert normalerweise. Stellen Sie sicher, dass die Umgebung sie ermöglicht.